Tesis doctoral en el ETH de Zurich de Jürg Baggenstoss sobre torrefacción en lecho fluido

Coffee
roasting and quenching technology - formation and stability of aroma compounds
Instituto
Federal Suizo de Tecnología ETH
Autor: Jürg Baggenstoss
Fecha de Publication: 2008
Permanente
Link:
https://doi.org/10.3929/ethz-a-005666902
Examinador:
Felix Escher

SOBRE EL
AUTOR:
Jürg
Baggenstoss
Nacido el 25
de noviembre de 1977 en Uzwil (SG)
Ciudadano de Rafz (ZH)
12 marzo
2020 El Dr. Juerg Baggenstoss, PhD, se ha unido a Stonehaven Consulting como
socio consultor en el equipo global en expansión de la compañía. El Dr.
Baggenstoss tiene una amplia experiencia en consultoría y en la industria.
Anteriormente trabajó con A.T Kearney, una empresa de consultoría de gestión
global, en Londres, Reino Unido, y Zurich, Suiza. Su trabajo de consultoría se
centra en fusiones y adquisiciones, integración y transformación de fusiones
dentro de las industrias de consumo y salud. Trabajó internacionalmente en
Europa, Asia y los Estados Unidos, y ayudó a numerosos clientes en su viaje de
crecimiento y transformación. Antes de la consulta, el Dr. Baggenstoss trabajó
como investigador científico y gerente de proyectos para Nestlé R&D. El Dr.
Baggenstoss es químico de formación, completó un doctorado en Química /
Tecnología de los Alimentos en ETH Zurich y obtuvo un MBA en la Cranfield
School of Management, Reino Unido, donde recibió el Premio Académico Henry Ford
II al mejor rendimiento académico. "Juerg tiene una verdadera pasión por
el crecimiento de las empresas y las personas",
2004-2007
Estudiante de doctorado y asistente de investigación en el grupo del Prof. Dr.
Felix Escher, Laboratorio de Química y Tecnología de Alimentos, Instituto de
Ciencia y Nutrición de Alimentos, Instituto Federal Suizo de Tecnología (ETH)
Zürich.
2004
Asistente de investigación en el Laboratorio de Química Ambiental y
Ecotoxicología, Instituto de Ciencias y Tecnologías Ambientales, Instituto
Federal Suizo de Tecnología (EPF) Lausana
2004 Diploma
de química (Chim. Dipl. EPFL)
Año de
intercambio Erasmus 2002-2003 en la Universidad de Strathclyde, Glasgow, Reino
Unido.
1998-2004
Estudios en Química en la Universidad de Lausana y en el Instituto Federal
Suizo de Tecnología (EPF) Lausana.
1993-1998 High School en la Kantonsschule Frauenfeld
(TG).
1984-1993
Educación primaria y secundaria en Balterswil (TG).
Impresión:
Sihldruck Stulz AG, Zurich
Edición: 100
copias
Zurich,
agosto de 2008

RESUMEN
El café es una de las bebidas más populares del mundo. El
tostado presenta el paso clave en el procesamiento del café para desarrollar
las propiedades de sabor características por las cuales se aprecia el café.
Además, el tostado induce cambios físicos importantes dentro de los granos de
café y determina su comportamiento en el almacenamiento, molienda y elaboración
de la bebida. En la presente disertación, se investigó el impacto de los
parámetros de tostado, el tiempo de tostado, la temperatura de tostado, el
contenido de humedad, el método de enfriamiento rápido y el diseño del
tostador, sobre la formación del aroma, la estabilidad del aroma y las
propiedades de molienda del café tostado.
El café fue tostado en una escala de laboratorio usando un
tostador de aire caliente de lecho fluidizado con un tamaño de lote de 100 a
200 g, y en una escala de producción usando tambor horizontal, lecho semifluido,
tazón giratorio y tostadores tangenciales con tamaños de lote de 20 a 170 kg.
En el tostado a escala de laboratorio, la velocidad del aire caliente, la
temperatura central del grano, la temperatura global, la temperatura del aire
caliente, así como la temperatura del aire de enfriamiento y la cantidad de agua
de enfriamiento se monitorearon durante los ensayos de tostado. Se llevaron a
cabo ensayos de tostado a escala industrial donde se necesitaban resultados
complementarios a los ensayos de laboratorio en condiciones de tostado
industrial realistas, en particular con respecto al nivel de transferencia de
energía. Las pruebas industriales fueron menos controlables y, por lo general,
solo se registraron las temperaturas de la masa de café durante el proceso. Los
cambios estructurales y físicos durante el tostado del café se monitorearon
usando peso, color, densidad, firmeza, porosidad y comportamiento de
desgasificación. Además, la distribución del tamaño de partícula y las
propiedades de extracción se determinaron para dilucidar el impacto de la
molienda en las propiedades del producto.
Se hizo hincapié en la caracterización del producto en el
análisis de compuestos aromáticos. Para este propósito, la microextracción en
fase sólida del espacio de cabeza (HS-SPME) se acopló a cromatografía de
gases-espectrometría de masas. La cuantificación de los compuestos aromáticos
se realizó con sustancias estándar marcadas con isótopos estables.
Las condiciones de tiempo y temperatura son decisivas para
la generación de compuestos aromáticos durante el tostado del café. En el mismo
grado de tostado, las propiedades físicas y las concentraciones de los
compuestos aromáticos pueden diferir considerablemente en función de las
combinaciones de tiempo y temperatura aplicadas. Si se aplican perfiles
similares de tiempo-temperatura en diferentes equipos de tostado, p. Ej.
tostador de tambor horizontal y tostador de lecho fluido, se obtienen perfiles
de aroma similares. Cuando se tuestan cafés con diferente contenido de agua
inicial, se observan diferencias en la evolución del grado de tostado y
formación de aroma en los tuestes ligeros debido al aumento más lento de la
temperatura en los cafés con alto contenido de humedad. El tratamiento con
vapor del café antes del tostado conduce a cambios en el perfil de aroma del
café tostado debido a la extracción parcial de compuestos precursores.
El enfriamiento del café, que puede realizarse con aire o
agua, tiene un impacto importante en la estabilidad del aroma durante el
almacenamiento del café tostado. Cuando el café se enfria con agua, es posible
la absorción de agua. A su vez, el mayor contenido de humedad afecta la firmeza
del grano y el comportamiento de molienda, acelera la desgasificación de los
granos de café enteros e influye en la pérdida y degradación de los compuestos
aromáticos. Los granos de café almacenados abiertos y los cafés tostados y
molidos pierden sulfuro de dimetilo, formiato de 3-mercapto-3-metilbutilo y
N-metilpirrol más rápido con un mayor contenido de humedad, mientras que la
acumulación de trisulfuro de dimetilo es más rápida y cuantitativamente más
importante. Esto sugiere que las reacciones de degradación son más rápidas en
los cafés con mayor contenido de humedad. Si el café tostado y molido se envasa
en atmósfera protectora, también otros compuestos, como los aldehídos Strecker
y las α-dicetonas, se
degradan más rápido con el aumento de la humedad, y las diferencias son
particularmente distintas. Por lo tanto, se recomienda almacenar el café a
un bajo nivel de humedad para prolongar la vida útil.
Durante la molienda del café tostado, una parte de la
fracción volátil se libera y puede quedar atrapada cuando la molienda se
realiza bajo el agua. La suspensión de café resultante se puede usar
directamente para la extracción, y se produciría un prometedor proceso de dos
pasos para producir bebidas de café.
(16) INTRODUCCION
El café es una de las bebidas más apreciadas en todo el
mundo y su volumen comercial anual representa alrededor de 7 millones de
toneladas de café verde. La popularidad del café no se basa en el valor
nutricional o los posibles beneficios para la salud, sino que, además del
ligero efecto estimulante, simplemente en sus propiedades de sabor
características.
El sabor del café se genera casi exclusivamente durante el
tostado y consiste en un inmenso espectro de sustancias con diversas
concentraciones. Se han identificado alrededor de 1000 compuestos volátiles en
el café tostado, de los cuales una minoría de alrededor de 30 compuestos es
responsable de la impresión principal del olor del café.
El sabor del café está influenciado por factores agrícolas y
tecnológicos. La variedad del grano de café y su procedencia, el procesamiento
del café verde y el almacenamiento del café procesado son los principales
determinantes de la calidad del café verde. Sin embargo, el proceso de tostado
por sí solo decide cuánto del potencial de un grano de café verde se transforma
en el sabor del café tostado. A pesar de la larga experiencia, el tostado sigue
siendo una tecnología estándar empírica. Existen diferentes formas de tostar
café, desde el caldero de la abuela hasta tostadoras industriales por lotes de
diferentes diseños y sistemas de tostado continuo con un gran rendimiento del
producto. Además, varios tratamientos previos relacionados con el tostado
afirman mejorar la calidad del café tostado, como el precalentamiento y el
tratamiento con vapor.
El café tostado es un producto de muy poca vida útil. Para
evitar el rápido deterioro del sabor del café, el café tostado debe almacenarse
en condiciones protectoras. La concentración de oxígeno en la atmósfera de
almacenamiento y el impacto de la temperatura se han identificado como las
principales fuentes de envejecimiento del café [1-4]. La humedad también tiene
un efecto negativo en la estabilidad del sabor del café [2]. El impacto de la
humedad en la estabilidad del producto es particularmente interesante con
respecto a la tecnología de tostado de café porque el contenido de agua del
producto final puede controlarse mediante técnicas de enfriamiento al final del
proceso de tostado.
El proyecto presentado en esta disertación aborda el papel
de la tecnología de tostado en la formación del aroma y la estabilidad del
aroma del café tostado. Como la metodología del análisis de aroma es crítica
para cualquier investigación, se dedica un capítulo separado al desarrollo
experimental de los métodos analíticos respectivos. Seis capítulos cubren los
principales temas experimentales: impacto de las condiciones de
tiempo-temperatura y contenido de humedad inicial en la formación de aroma
durante la tostación, los efectos del enfriamiento del agua en la
desgasificación, la estabilidad de almacenamiento y el comportamiento de
molienda del café tostado, y la recuperación del aroma del café tostado mediante
métodos de molienda en húmedo . Una
breve revisión de la extensa literatura publicada hasta ahora y una conclusión
general y perspectiva enmarcan estos capítulos.
2. Antecedentes
2.1 Tostado de café
El café se tuesta por tratamiento térmico en seco a una
temperatura central de grano más allá de 200 ° C, que es atípicamente alta para
un producto alimenticio. La generación del sabor característico, el desarrollo
del color marrón al marrón oscuro y el aumento del volumen del grano de café
son los cambios más obvios del café verde al tostado. El grano de café verde
exhibe una estructura celular y, por lo tanto, puede considerarse como una
agregación de pequeñas unidades de reactor, que soportan una gran acumulación
de presión durante el tostado, debido a las paredes celulares relativamente
gruesas. Hasta ahora no ha habido ninguna evidencia de ruptura de la pared
celular en el café tostado [5], y se supone que las paredes de las células del
café cambian de un estado vítreo a un estado gomoso más elástico durante el
tostado [6, 7]. El impacto de temperaturas elevadas durante un tiempo de
tostado dado conduce al desarrollo de un grado de tostado con respecto al
color, pérdida de tostado, sabor y cambios químicos en componentes
seleccionados [8]. El color se usa con frecuencia como una medida del grado de
tostado, y se sugirió que el color está directamente relacionado con la
temperatura final de tostado [9, 10]. Sin embargo, una serie de pruebas de
tostado en una escala de producción no corrobora esta suposición [5]. Se han propuesto
varios métodos para la determinación indirecta del grado de tostado, utilizando
las proporciones de aminoácidos libres [11], alquilpirazinas [12], el contenido
de ácidos clorogénicos [9] y el análisis de gases de escape de la tostadora por
PTR-MS [13] y por un conjunto de quimiosensores [14].
La calidad de la materia prima es más importante para la
calidad del café tostado, mientras que la temperatura del proceso, la humedad
del aire caliente y la relación aire-grano se han identificado como factores
importantes del proceso [5]. La tecnología convencional de tostado utiliza un
tambor giratorio horizontal, un tambor vertical con paletas o un recipiente
vertical giratorio para mantener los granos de café en movimiento, mientras que
el aire caliente fluye a través del dispositivo de tostado. Los tiempos de
tostado son generalmente alrededor de 10 min. Los tiempos de tostado más cortos
se logran utilizando equipos de tostado en lecho fluido donde los granos se
mantienen en movimiento por la alta velocidad del aire caliente. Mientras que
la transferencia de calor en el tostado convencional es principalmente
convectiva y parcialmente conductiva, la transferencia de calor en el tostado
en lecho fluido es prácticamente exclusivamente convectiva. Se informa que el
tostado rápido produce una mayor cantidad de sólidos solubles, menos
degradación de los ácidos clorogénicos, menor pérdida de volátiles y menor
sabor a quemado [15]. Además, el tostado rápido conduce a un mayor aumento de
volumen, una mayor desorción de dióxido de carbono y una mayor migración de
aceite [5].
Schenker [5] y Geiger [6] llevaron a cabo una amplia
investigación sobre el tostado por aire caliente de los granos de café, el
desarrollo de la estructura y el impacto de los diferentes parámetros del
proceso. Eggers y Pietsch [16] y Clarke [8] escribieron revisiones detalladas
comprensivas sobre la tecnología de tostado de café.
.2 Generación de compuestos del aroma durante la
torrefacción
Se ha identificado que las reacciones de Maillard son la vía
principal en la formación de compuestos volátiles en el tostado de café [17].
En la reacción de Maillard, los azúcares reductores como la glucosa o la
fructosa reaccionan con aminoácidos libres para formar aductos (También se
llama compuesto de adición. Una combinación de dos o más compuestos
independientemente estables por medio de las fuerzas de Van der Waals, enlaces
coordinados o enlaces covalentes) de glicosilamina N-sustituidos, que luego
se reorganizan en aminocetonas y aminoaldosas por los reordenamientos de
Amadori y Heynes. Una compleja cascada de reacción de los productos de
reordenamiento de Amadori y Heynes conduce a numerosos compuestos volátiles y
melanoidinas complejas. Estas reacciones, es decir, la degradación de Strecker,
las reacciones de condensación, los reordenamientos y otras, se resumieron en
el ahora denominado esquema de Hodge [18]. Otros compuestos presentes en el
café crudo, p. Las sustancias que contienen nitrógeno, los ácidos clorogénicos
y los lípidos también están implicados en reacciones que conducen a la
generación de compuestos aromáticos. Yeretzian y sus colegas presentaron un
esquema de reacción simplificado para los compuestos de sabor a café [19].
Flament [20], Reineccius [21] y Shibamoto [17] ofrecen revisiones sobre la
generación de sabor en café que vale la pena leer. Solo alrededor de 30 de los
cientos de compuestos aromáticos identificados son los principales responsables
del olor característico del café (Tabla 2.1). Grosch [22] resumió su evaluación
mediante cromatografía de gases-olfatometría y la identificación de los
odorantes más importantes dentro del grupo de odorantes de impacto de
caracteres mediante experimentos de omisión. Se encontró que el 2-furfuriltiol,
el 4-vinilguaiacol, las alquilpirazinas y las furanonas enumeradas en la Tabla
2.1, acetaldehído, propanal, metilpropanal y 2- y 3-metilbutanal son los
odorantes con mayor impacto en el aroma del café.
|
Acetaldehyde |
Acetaldehído |
|
Propanal |
Propanal |
|
Methylpropanal |
Metilpropanal |
|
2-Methylbutanal |
2-metilbutanal |
|
3-Methylbutanal |
3-metilbutanal |
|
2,3-Butanedione |
2,3-butanodiona |
|
2,3-Pentanedione |
2,3-pentanodiona |
|
Methanethiol |
Metanotiol |
|
Dimethyl trisulfide |
Trisulfuro de dimetilo |
|
3-Methyl-2-buten-1-thiol |
3-metil-2-buten-1-tiol |
|
2-Methyl-3-furanthiol |
2-metil-3-furanthiol |
|
2-Furfurylthiol |
2-furfiltiltiol |
|
3-(Methylthio)propanal (Methional) |
3- (Metiltiol) propanal (Methional) |
|
3-Mercapto-3-methylbutyl formate |
Formiato de 3-mercapto-3-metilbutilo |
|
4-Hydroxy-2,5-dimethyl-3(2H)-furanone |
4-hidroxi-2,5-dimetil-3 (2H) -furanona |
|
5-Ethyl-3-hydroxy-4-methyl-2(5H)-furanone |
5-etil-3-hidroxi-4-metil-2
(5H) -furanona |
|
3-Hydroxy-4,5-dimethyl-2(5H)-furanone |
3-hidroxi-4,5-dimetil-2 (5H) -furanona |
|
5-Ethyl-3-hydroxy-4-methyl-2(5H)-furanone |
5-etil-3-hidroxi-4-metil-2
(5H) -furanona |
|
(E)-β-Damascenone |
(E) -β-damascenona |
|
2-Methoxyphenol (Guaiacol) |
2-metoxifenol (guayacol) |
|
2-Methoxy-4-ethylphenol (4-Ethylguaiacol) |
2-metoxi-4-etilfenol (4-etilguaiacol) |
|
2-Methoxy-4-vinylphenol (4-Vinylguaiacol) |
2-metoxi-4-vinilfenol (4-vinilguaiacol) |
|
3-Methoxy-4-hydroxybenzaldehyde (Vanilline) |
3-metoxi-4-hidroxibenzaldehído (vainillina) |
|
2-Ethyl-3,5-dimethylpyrazine |
2-etil-3,5-dimetilpirazina |
|
2-Ethenyl-3,5-dimethylpyrazine |
2-etenil-3,5-dimetilpirazina |
|
2,3-Diethyl-5-methylpyrazine |
2,3-dietil-5-metilpirazina |
|
2-Ethenyl-3-ethyl-5-methylpyrazine |
2-etenil-3-etil-5-metilpirazina |
|
3-Isobutyl-2-methoxypyrazine |
3-isobutil-2-metoxipirazina |
(21) Tabla 2.1 Odorantes de impacto de
carácter del café tostado según lo descrito por Grosch [22]
Las condiciones de reacción dentro de los granos de café
durante el proceso de tostado son diferentes a las que generalmente se aplican
a los sistemas modelo en solución acuosa y, por lo tanto, los resultados de las
reacciones modelo deben interpretarse con cuidado. Schieberle [23] demostró que
pueden producirse rutas de reacción fundamentalmente diferentes dependiendo del
contenido de agua de las mezclas de reacción, como en la reacción de glucosa
con L-prolina. En los granos de café, la alta temperatura se acompaña de una
considerable acumulación de presión, y las reacciones pueden tener lugar en la
fase gaseosa o en las superficies de las paredes celulares. Como se describió
anteriormente, debido a su microestructura específica, los granos de café se
compartimentan durante el tostado en unidades de microrreactores celulares,
dando lugar a condiciones de reacción muy específicas. Utilizando mediciones
termogravimétricas, se demostró que el tostado de café verde en polvo y los
fragmentos de café verde en grano es diferente al tostado de granos de café
enteros [24]. Los experimentos de tostado con café verde molido o fragmentos de
granos son, por lo tanto, de valor limitado. Müller, Lang y Hoffmann [25, 26],
que utilizaron cáscaras de granos de café verde extraído como matriz para las
reacciones modelo, adoptaron el enfoque más prometedor para imitar las
condiciones específicas.
2.3 Estabilidad del aroma y envejecimiento del café tostado:
Los cambios relacionados con el almacenamiento del aroma del café generalmente
se denominan envejecimiento. Steinhart y Holscher [27] propusieron un modelo de
dos fases para el envejecimiento: pérdida de compuestos volátiles por extracción
de aroma poco tiempo después del tostado, que se superpone por reacciones de
degradación química en tiempos de almacenamiento más largos. A partir de sus
resultados, los autores concluyeron que la frescura del aroma del café tostado
estaba compuesta principalmente por el impacto de algunos odorantes de bajo
punto de ebullición, principalmente compuestos de azufre, aldehídos Strecker y α-dicetonas, siendo el
metanotiol el indicador más importante. Los cambios percibidos en el aroma del
café pueden originarse por la aparición de nuevos compuestos de mal sabor o por
una alteración del equilibrio del aroma causada por diferentes cinéticas de
degradación de los odorantes individuales. Sin embargo, las investigaciones
sobre la evolución de los odorantes durante el almacenamiento de café tostado
sugieren que el sabor desagradable no es el resultado de compuestos recién
formados [28]. El oxígeno, la temperatura y la humedad han sido identificados
como los principales factores que influyen en la pérdida de aroma [1-4, 29,
30]. Además, Hinman [30] mostró que el envejecimiento del café podría
acelerarse por las reacciones oxidativas que tienen lugar antes del envasado.
El deterioro del aroma es considerablemente más rápido en el café molido debido
al aumento de la superficie y las vías más cortas para la difusión de oxígeno.
Mayer y Grosch [31] demostraron que inmediatamente después de la molienda, el
perfil de aroma comienza a cambiar. Las notas dulces / a caramelo disminuyeron,
y la intensidad de las notas tostadas, sulfurosas y ahumadas aumentó en
minutos.
2.4 Microextracción en fase sólida (SPME)
La microextracción en fase sólida (SPME) es una técnica de
muestreo sin solventes y utiliza la sorción de analitos en recubrimientos de
materiales orgánicos poliméricos en una fibra de sílice. Los recubrimientos de
fibra pueden consistir en adsorbentes sólidos como divinilbenceno (DVB) o
carboxeno (CAR), o en polímeros que son líquidos a temperatura ambiente como el
polidimetilsiloxano (PDMS). Para el muestreo, la fibra SPME se introduce en el
espacio superior sobre una muestra o se sumerge en una muestra líquida. Un
esquema de muestreo de espacio de cabeza se presenta en la Figura 2.1. Los
analitos se extraen y se concentran en el revestimiento de fibra, se
transfieren al instrumento analítico y se desorben térmicamente. SPME ha
encontrado una gran cantidad de aplicaciones y una amplia aceptación como
herramienta para la preparación de muestras desde su introducción por Pawliszyn
en 1989 [32-34]. Se encuentra disponible una amplia gama de libros y reseñas
sobre principios y aplicaciones. Stashenko y sus compañeros de trabajo [35]
proporcionan una descripción completa.
Para el análisis de los compuestos de aroma de café, el SPME
se ha aplicado ampliamente debido a su simplicidad de uso y la preparación
rápida y sin solventes de la muestra [36-39]. Con respecto a la elección de la
fibra, Roberts y colaboradores [38] descubrieron que los recubrimientos PDMS /
DVB tenían la sensibilidad de muestreo general más alta y estaban especialmente
adaptados para guaiacol, 4-etilguaiacol y 4-vinilguaicol, mientras que CAR /
PDMS era el recubrimiento más recomendable para ácidos y pequeñas moléculas.
Debido a las grandes diferencias en la estructura y polaridad de los compuestos
de impacto del aroma del café [40], una fibra de tres componentes (DVB / CAR /
PDMS) podría ser la mejor opción.
Aunque el método es simple, la química física detrás de SPME
es compleja y las mediciones cuantitativas con SPME no son sencillas. La
cantidad adsorbida en la fibra depende no solo de la concentración, sino
también de los coeficientes de partición entre la solución de café y el espacio
superior, por un lado, y entre el espacio superior y la fibra, por otro lado
[41]. Además, algunos analitos pueden alcanzar el equilibrio más rápido que
otros y competir por la adsorción en el recubrimiento de fibra. Hay varios
ejemplos reportados para este efecto de competencia [42-47]. Los efectos de la
competencia pueden minimizarse mediante el uso de un tiempo de exposición corto
a la fibra, que permite permanecer en el rango lineal para todos los analitos
[38, 42, 43, 45, 47].
El hecho de que la reproducibilidad en las fibras CAR / DVB
/ PDMS puede ser un problema presenta un desafío adicional en el análisis
cuantitativo de SPME [48]. La principal dificultad en la cuantificación con
estándares internos es que pequeñas diferencias químicas entre las moléculas
pueden tener un gran impacto en la adsorción. Blank y sus colegas [41]
mostraron que incluso para analitos muy similares como el guaiacol, el
4-etilguaiacol y el 4-vinilguaiacol, el comportamiento de adsorción puede ser
fundamentalmente diferente. Los mismos autores mostraron que las limitaciones
de SPME, es decir, el rango lineal pequeño y los efectos de la competencia,
pueden superarse mediante el uso de compuestos marcados con isótopos estables
como patrones internos.
Los ensayos de dilución de isótopos (IDA) con estándares
etiquetados para cuantificación se utilizaron por primera vez en el análisis de
aroma en 1987 por Schieberle y Grosch [49] para el análisis de odorantes
heterocíclicos en la corteza del pan de trigo y han sido aplicados al café por
varios autores [38, 40, 50-53].

Figura 2.1
Representación esquemática del muestreo SPME de espacio de cabeza de una
muestra líquida. K1 y K2 son los recubrimientos de fibra / espacio de cabeza y
los coeficientes de partición de fase líquida / espacio de cabeza,
respectivamente. En este ejemplo, el compuesto 1 (•)
exhibe K1 y K2 más grandes que el compuesto 2 (x).
(26) 3.2 Materiales y métodos
3.2.1 Café verde y tostado de café
Café arábica, Tip. La variedad de Sumatra (Mandheling,
S-795, Kartika 1), suministrada por Rast Ltd. (Ebikon, Suiza) con un contenido
de humedad de 10.04 g / 100 g wb fue tostada en el tostador de laboratorio de
lecho fluidizado descrito en el capítulo 4 en 228 ° C durante 11 min si no se
indica lo contrario. El café tostado se almacenó a -80 ° C y se molió en estado
congelado inmediatamente antes del análisis de aroma.
(40) 4
Tostado de café y formación de aroma: aplicación de diferentes condiciones de
tiempo-temperatura
Este
capítulo ha sido publicado en una forma adaptada como: Juerg Baggenstoss, Ruth
Kaegi, Luigi Poisson, Rainer Perren, Felix Escher. Tostado de café y formación
de aroma: aplicación de diferentes condiciones de tiempo-temperatura. Revista
de Química Agrícola y Alimentaria 2008, 56 (14), 5836-5846.
https://pubs.acs.org/doi/abs/10.1021/jf800327j
Se investigó el impacto de las combinaciones de tiempo y temperatura
de los procesos de tostado sobre la cinética de la formación de aroma en el
café. El desarrollo de 16 compuestos aromáticos y las propiedades físicas de
los granos de café se siguieron en un proceso de tostado de tambor horizontal
comercial y en procesos de tostado en lecho fluido a escala de laboratorio a
condiciones de alta temperatura-tiempo corto y baja temperatura-tiempo
prolongado. Todos los ensayos se llevaron a cabo en un punto final de tostado
igual definido por el color claro de los granos de café. Además, se estudió el
efecto del tostado excesivo sobre la composición del aroma. En comparación
con la tostación a baja temperatura-tiempo prolongado, la tostación a alta
temperatura-tiempo corto resultó en diferencias considerables en las propiedades
físicas y la cinética de la formación del aroma. El tostado excesivo
generalmente condujo a cantidades decrecientes o estables de sustancias
volátiles, a excepción de hexanal, piridina y dimetil trisulfuro, cuyas
concentraciones continuaron aumentando durante el sobre tostado. Cuando el
tostador de tambor y el tostador de lecho fluido se operaron en el denominado
modo de perfil de temperatura, es decir, junto con el desarrollo idéntico de la
temperatura del grano de café durante el tiempo de tostado, la cinética de la
generación de aroma fue similar en ambos procesos.
4.1 Introducción
En la cadena de procesamiento, desde el café cereza maduro
hasta el café tostado, el tostado presenta el paso más importante, cuyo
objetivo principal es producir el aroma y el sabor deseados. Además, el color
del grano se vuelve marrón o incluso negro, y la fragilidad aumenta
considerablemente para que sea posible la molienda y la extracción. Se
requieren altas temperaturas de más de 200 ° C para el proceso de tostado. Los
granos de café verde exhiben una dureza excepcional debido a las paredes
celulares inusualmente gruesas y la falta de espacios intracelulares. En
consecuencia, pueden considerarse como una agregación de unidades de
microrreactores que soportan una considerable acumulación de presión durante el
tostado. Se calcularon valores teóricos de presión interna de hasta 16
bares después del tostado [5, 8, 58, 59]. A pesar de las condiciones de
alta presión durante el tostado, no se observó evidencia de interrupción
de la pared celular en la microscopía electrónica de barrido [5], lo que
probablemente se deba al hecho de que a alta temperatura las paredes de las
células de café cambian de un estado vítreo al estado gomoso (rubbery) más
elástico, que también permite el aumento considerable de volumen durante el
tostado [5, 6]. Se describieron los cambios fundamentales en la red de
microfibrillas de las paredes celulares y la formación de una estructura de
poro intracelular [5, 7].
Las propiedades físicas y químicas del café tostado están
altamente influenciadas por las condiciones del proceso durante el tostado, en
particular por las condiciones de tiempo y temperatura dentro del grano de café
en función de la transferencia de calor. Transferencias de calor por contacto,
conducción, radiación y convección. Aunque todos los tipos de transferencia de
calor tienen lugar durante el tostado, la convección es más efectiva y más
apropiada para un tostado uniforme. La transferencia de calor por
convección casi exclusiva se logra mediante el tostado en lecho fluido, que
permite un tostado rápido y produce café de baja densidad y alto rendimiento
[16]. La tostación tradicional de tambor horizontal implica una transferencia
de calor más conductiva y es más lenta. Se informa que el tostado rápido
produce más sólidos solubles, menos degradación de los ácidos clorogénicos,
menos sabor a quemado y menor pérdida de volátiles [15]. En general, se
sospecha que el café tostado rápido se ve más afectado por la oxidación de
los lípidos debido a una mayor migración de aceite desde el núcleo del
grano a la superficie [5] y existen preocupaciones sobre las propiedades
organolépticas del café tostado rápido [9]. Sivetz [10], sin embargo, informó
un mayor sabor y aroma en el café tostado rápido.
El estado de un grano de café tostado según la influencia de
las condiciones de tostado se describe en términos del grado de tostado.
Existen varias posibilidades para definir el grado de tostado, es decir,
desarrollo de color, pérdida de tostado, pérdida de tostado orgánico y
contenido de agua. También se han propuesto métodos de determinación indirecta
para el grado de tostado por la proporción de aminoácidos libres [11],
alquilpirazinas [12] y el contenido de ácidos clorogénicos [9]. De estos
métodos, el color de los granos de café o café molido es el indicador más
utilizado. Como la intensidad del color del grano se correlaciona con la
temperatura final de tostado [9, 10], también se aplican mediciones de
temperatura. Sin embargo, Schenker [5] llevó a cabo una serie de pruebas de
tostado en una escala de producción con varios perfiles de temperatura, lo que
no resultó en una relación directa entre el grado de tostado y la temperatura
del producto final. Concluyó que los datos sobre la temperatura final del grano
tienen un valor limitado ya que difieren en la función de la materia prima y
las condiciones del proceso. Recientemente, se han investigado nuevos enfoques
para la determinación en línea del grado de tostado durante el proceso de
tostado. Dorfner y sus colegas [13] analizaron los gases del tostador
directamente por espectrometría de masa con láser, informaron la evolución de
varios componentes del aroma durante el tostado y postularon un modelo
estadístico multivariado para monitorear el grado de tostado. Hofmann y sus
colegas [14] eligieron un enfoque que utiliza una matriz de quimiosensores.
Identificaron el alcohol 2-furfurílico y la hidroxi-2-propanona como posibles
sustancias marcadoras para monitorear el curso del tostado. Aunque la literatura
con frecuencia se refiere a un grado óptimo de tostado, por lo general no se da
una definición concisa debido a su complejidad, y hasta la fecha, no existe una
definición clara y universalmente aceptada. Es obvio que un grado óptimo de
tostado es en particular una función del origen del café verde, el método de
preparación del café y las preferencias personales de sabor.
De los cientos de compuestos volátiles identificados en el
café, alrededor de 30 han sido identificados como compuestos de impacto
de aroma [40, 60-62]. Varios autores describieron la formación de compuestos
aromáticos durante el tostado. Holscher y Steinhart [63] compararon los cafés
Arábica y Robusta y proporcionaron datos sobre la evolución del metanotiol,
sulfuro de dimetilo, 2,3-butanodiona, 2,3-pentanodiona, metilpropanal, 2 y
3-metilbutanal, acetato de metilo y 2-metilfurano. en función del grado de tostado.
El desarrollo al tostar fue similar, pero se encontraron diferencias
de concentración entre las dos variedades de café. Grosch [64] investigó la
formación de 2-furfuriltiol. Llegó a la conclusión de que se forma por
reacciones de cisteína con arabinosa e informó sobre cantidades sustanciales de
2-furfuriltiol que se unen por enlaces disulfuro a otros componentes del café
tostado. Gretsch y sus colegas descubrieron un efecto de enmascaramiento
de los odorantes formados en las etapas posteriores del tostado, que cubren las
notas dulces y terrosas [65]. Los autores correlacionaron los atributos
sensoriales globales con la composición relativa de los compuestos aromáticos
en varios grados de tostado. Mayer y colaboradores [51] investigaron la
influencia del grado de tostado en las concentraciones de compuestos de impacto
de aroma en tres variedades de café. Sin embargo, no se dieron especificaciones
detalladas sobre el proceso de tostado aplicado y la determinación de los
valores de color. Varios procesos de tostado diferentes fueron evaluados en
términos de formación de sabor por Schenker y compañeros de trabajo [66]. Descubrieron
que la mayoría de los compuestos aromáticos exhibían el mayor aumento en la
concentración en la etapa media de deshidratación y abogó por el control
preciso del tiempo y la temperatura de tostado para alcanzar perfiles de sabor
específicos.
Numerosas publicaciones aparecieron sobre la naturaleza de
las reacciones que conducen al sabor del café tostado (para una visión general,
ver Flament [20], Reineccius [21] y Shibamoto [17]). A pesar del alto valor de
las ideas sobre los posibles mecanismos de reacción resultantes de los sistemas
modelo, debe tenerse en cuenta que dichos sistemas modelo simulan las
condiciones de reacción dentro de un grano de café solo en un grado limitado.
Los sistemas modelo suelen ser mezclas calentadas de sustancias precursoras en
solución, que contrastan con el bajo contenido de humedad en los granos de
café. Se demostró que, dependiendo del contenido de agua de las mezclas de
reacción, se podrían seguir rutas de reacción fundamentalmente diferentes,
por ejemplo, en la reacción de glucosa con L-prolina [23]. Por estas razones,
se desarrollaron nuevos enfoques para las reacciones modelo que implican
cáscaras de granos de café extraídos para los experimentos de tostado en granos
[26]. Sin embargo, en vista de la complejidad del tostado de café, los
experimentos con granos de café verde reales en equipos de tostado estándar en
condiciones bien controladas siguen siendo la forma más eficiente de obtener
información sobre la cinética de la generación de sabor de café.
El objetivo de este capítulo fue investigar la evolución de
los compuestos aromáticos durante el tostado con diferentes condiciones de
tiempo y temperatura y comparar los resultados experimentales de un proceso de
lecho fluido a escala de laboratorio con los de un proceso tradicional de
tostado horizontal de tambor a escala de producción. Para este propósito, se
eligió como modelo un café comercial de origen único tostado tradicionalmente
en un tostador de tambor, y se establecieron condiciones de tiempo-temperatura
en el tostador de laboratorio para lograr el mismo color del café tostado.
Además, se investigó la cuestión de si estas condiciones de tiempo-temperatura
conducen a cafés equivalentes en términos de aroma y propiedades físicas.
4.2 Materiales y métodos
4.2.1 Proceso de tostado y caracterización del proceso.

Materia prima
Coffea arabica Típica lavado verde. Rast Ltd. (Ebikon,
Suiza) suministró la variedad de Sumatra (Mandheling, S-795, Kartika 1). El
contenido de humedad del café verde fue de 10.04% wb.
Pruebas de tostado
En la escala de producción, el café fue tostado usando un
tostador de tambor G-45 (Probat Ltd., Emmerich, Alemania) con un tamaño de lote
de 20 kg. A escala de laboratorio, se tostaron lotes de 100 g de granos verdes
utilizando un tostador de laboratorio de aire caliente de lecho fluido (GW
Barth AG, Freiberg / Neckar, Alemania), que fue descrito en detalle por
Schenker [5] y Geiger y compañeros de trabajo. [67] Se llevaron a cabo dos
programas isotérmicos, es decir, alta temperatura-corto tiempo (HTST) y baja
temperatura-largo tiempo (LTLT), y un programa de perfil de temperatura
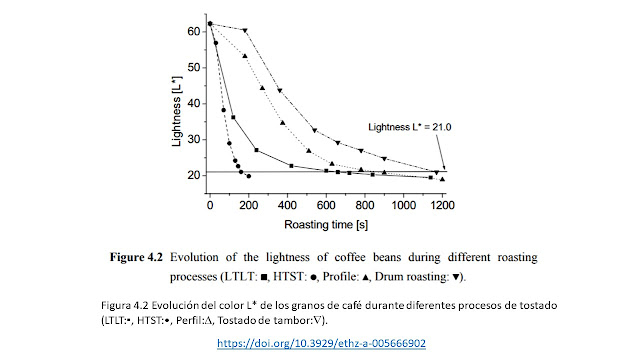
(Perfil). Los cafés se tostaron a un grado de tostado objetivo color claro L *
= 21, donde 100 significa blanco y 0 significa negro.
Descripcion del tostador usado por Schencker

https://www.research-collection.ethz.ch/handle/20.500.11850/144592
El tostador fue construido por G.W. Barth GmbFI & Co.,
D-Freiberg / Neckar. para un proyecto de investigación sobre tostado de nueces
(Perren, 1995) y adaptado para tostado de café. Permitió tostar café en
condiciones de proceso bien definidas con un control preciso de la temperatura
del aire caliente, la velocidad del aire y la temperatura central del grano. El
tostado en lecho fluidizado y el enfriamiento se realizaron en secciones
separadas. La inyección de vapor en la entrada de aire caliente y la inyección
de agua pulverizada en el aire de enfriamiento proporcionaron opciones para el
tostado en atmósfera húmeda y el enfriamiento por enfriamiento con agua,
respectivamente.

Figura 2 Schenker:
Tostador de laboratorio de aire caliente de lecho fluido. 1: Medidor de flujo
de aire para la velocidad del aire de entrada. 2: válvula de aleta de entrada
de aire. 3: Ventilador radial de entrada de aire. 4: calentadores eléctricos.
5: inyección de vapor opcional. 6: Elemento mezclador de aire estático. 7:
Sonda de temperatura PT100 para control de la temperatura de entrada del aire.
8: Termopar para temperatura de entrada del aire. 9: Termopar para registrar la
temperatura de la masa de café. 10: cámara de tostado. 11; Cámara de
enfriamiento. 12: Válvula de aleta de entrada de aire de refrigeración. 13:
Ventilador radial de aire de refrigeración. 14: Inyección de spray de
enfriamiento de agua. 15;
Contenedor de agua a presión.

Sección de tostado: el aire de temperatura ambiente fue
aspirado por un ventilador radial RD2 (Elektror, D-Esslingen / Neckar). La
velocidad del aire se controló mediante una válvula de aleta en la corriente de
entrada frente al ventilador y se midió con un medidor de flujo de aire
(Schiltknecht, CH-Gossau / ZH). El aire se calentó a temperaturas de tostado
mediante dos calentadores eléctricos paralelos S10000 8D8 (Leister,
CH-Kagiswil). Opcionalmente, se alimentó vapor saturado a la corriente de aire
caliente (176 g/m³ de aire). La corriente de aire se equilibró mediante un
elemento de mezcla estático ME SMV-X DN100 (Sulzer Chemtech, CH-Winterthur). La
cámara de tostado para tostado por lotes consistía en un tubo de acero
inoxidable de 10 cm de diámetro y una altura de 24 cm con un fondo de malla de
alambre para la entrada de aire y una cubierta de malla de alambre extraíble en
la parte superior. La película plateada que se desprendía durante el tostado se
recogió
en la salida de aire mediante un sistema de aspiración al vacío. La temperatura
del aire caliente se midió con una sonda de temperatura PT100 justo antes de la
cámara de tostado y se usó para controlar la potencia del calentador.
Sección de enfriamiento: los granos tostados se
transfirieron manualmente a la sección de enfriamiento retirando la cámara de
tostado y vertiendo los granos en la cámara de enfriamiento. Una corriente de
aire a temperatura ambiente aseguró un enfriamiento rápido en lecho fluido de
los granos en la cámara de enfriamiento cilíndrica. Para enfriar el
enfriamiento por agua, se roció agua fría a través de una boquilla de cono
hueco 212.054.17.AC (Lechler, D-Metzingcn) en la corriente de aire antes de la
cámara. El sistema de control y adquisición de datos consistió en un
PDT-controllcr KS 4580 (Philips, D-Kassel), un convertidor / amplificador de
analógico a digital MIDAS (DMP, CH-Hegnau-Volketswil) y una PC con el software
FLOWCHART (CoraTec, D-Jülich).
Medición de la temperatura central del grano
Para determinar la temperatura del núcleo del grano, se
prepararon 2 o 3 granos por lote de 100 g de café verde para la colocación de
termopares en el núcleo del grano. Se perforaron agujeros finos en el tejido
del grano usando un taladro manual de 0,3 mm de diámetro. Se insertó un
termopar tipo K con un diámetro de 0.25 mm (Thermocoax, F-Surèsncs) en los
orificios en una disposición de púas como se ilustra en la Figura 3a.

Se prestó especial atención para garantizar que el punto de
medición se ubicara en el tejido central del grano y no en el espacio de
plegado. Los termopares montados se instalaron en un dispositivo de fijación
especial descrito por Perren (1995) y en una patente de Perren et al. (1994),
por el cual los termopares podrían conducir a la cámara de tostado cilíndrico.
Se colocaron termopares adicionales en las proximidades de los granos para
medir la temperatura de la masa de cafe. El lote de granos verdes se agregó a
la cámara antes de transferir toda la configuración al tostador de laboratorio
precalentado. Esta disposición permitió un movimiento parcialmente libre de los
granos equipados con termopar dentro del lote fluido sin perderlos. Todos los
termopares se conectaron al sistema de adquisición de datos del tostador y las
temperaturas se monitorearon y registraron en línea. Se promediaron al menos 10
curvas de temperatura de granos individuales para superar las inhomogemias de
granos.
Proceso
de tostado

Los parámetros del proceso y las propiedades del café
tostado se describen en la Tabla 4.2. Para el análisis de aroma, se tomaron
muestras a diferentes tiempos de tostado durante el tostado en tambor (Tabla
4.1). A escala de laboratorio, los lotes se tostaron durante diferentes tiempos
de tostado de acuerdo con la Tabla 4.1.


La temperatura central del grano en el tostador de
laboratorio se registró durante el tostado colocando termopares (Tipo K, 0.5
mm, Thermocoax Ltd., Surèsnes, Francia) en agujeros perforados en los granos de
café verde, como se describe en Geiger y colaboradores [67].
Contenido de humedad y medición de color.
El café tostado se molió en un molino de discos (Bühler-Miag
4000, Bühler Ltd., Milano, Italia), y la pérdida de peso de 5 g de café molido
a 103 ° C durante 5 h se determinó gravimétricamente.
El grado de tostado se determinó a partir del valor de
luminosidad (L *) del espacio de color CIE L * a * b *. El café se molió y se
presionó suavemente para formar una superficie uniforme, y el color se midió
usando un colorímetro CR-310 (Minolta, Japón).
Densidad
Para la determinación de la densidad del grano de café, se
utilizó un método de desplazamiento, como lo describe Schenker [7]. Una canasta
de alambre de acero inoxidable con y sin 30 g de granos de café se sumergió en
aceite de maní, y la diferencia de peso correspondió al peso del aceite
desplazado por los granos de café. Usando una densidad de 910 kg m³
para el aceite de maní a 25 ° C, se pudo determinar la densidad del grano de
café. Las burbujas de aire entre los granos de café tuvieron que eliminarse
moviendo la canasta hacia arriba y hacia abajo, pero se tuvo cuidado de no
extender demasiado el tiempo de medición del peso, para evitar que el aceite
penetre en los poros de los granos de café.
(47) 4.2.2 Análisis del aroma
Metanotiol, sulfuro de dimetilo, trisulfuro de dimetilo,
formiato de 3-mercapto-3-metilbutilo, 2-furfuriltiol, metilpropanal,
2-metilbutanal, 3-metilbutanal, hexanal, 2,3-butanodiona, 2,3-pentanediona,
N-metilpirrol, piridina , Se tomaron muestras de 4-vinilguaiacol,
2,3,5-trimetilpirazina y 2-etil-3,5-dimetilpirazina, se separaron y se
cuantificaron con el método descrito en el capítulo 3.2.
4.2.3 Análisis estadístico
La prueba t de Student se aplicó a los resultados con un
nivel de significación del 95%.
4.3 Resultados y discusión
4.3.1 Evolución de las propiedades físicas durante el
tostado.
Las temperaturas del núcleo a granel y del grano durante el
tostado con el tostador a escala de laboratorio se muestran en la Figura 4.1.
Aunque la temperatura del núcleo del grano convergió rápidamente a la
temperatura a granel, se mantuvo una pequeña diferencia entre los dos y nunca
se alcanzó la temperatura del aire caliente entrante. La medición de la
temperatura del grano en el tostador de tambor comercial no fue posible, pero
se supone que la evolución de la temperatura del núcleo del grano tuvo lugar de
manera similar a la del proceso de tostado de perfiles, aunque el aumento de
temperatura probablemente fue más lento. El desarrollo de las propiedades
físicas del café durante el tostado dependía en gran medida de la temperatura y
el tiempo de tostado aplicados (Figuras 4.2-4.4). El tostado a alta temperatura
condujo a una menor densidad, un mayor volumen de grano, menos pérdida de
tostado y un menor contenido de humedad en comparación con los procesos de
tostado a baja temperatura. Estos resultados están de acuerdo con los
hallazgos de otros autores [5, 68]. Sin embargo, Geiger y sus colegas [67]
establecieron un equilibrio de masa durante procesos similares de HTST y LTLT y
encontraron un mayor contenido de agua después del tostado HTST que después de
LTLT. En esas pruebas, el contenido inicial de agua del café verde fue
considerablemente menor, lo que puede haber llevado a diferentes cinéticas de
evaporación del agua. En comparación con el proceso clásico de tostado del
tambor, los procesos de lecho fluido a escala de laboratorio fueron más rápidos
con respecto a la pérdida de humedad, el desarrollo del color y la evolución de
la densidad del grano de café. La evolución de estas propiedades durante el
tostado de perfil y tambor fue similar, pero debido al aumento de temperatura
obviamente más rápido en el tostado de perfil, el desarrollo de los parámetros
de tostado fue ligeramente más rápido. El uso en el tostado de perfil de una
temperatura de aire inicialmente más baja que posteriormente aumentó más
lentamente probablemente habría producido un comportamiento de temperatura del grano
más similar al del tostado de tambor y, por lo tanto, habría proporcionado una
base aún mejor para comparar estos dos tostados.





4.3.2 Evolución de compuestos aromáticos durante el tostado con diferentes condiciones de tiempo y temperatura
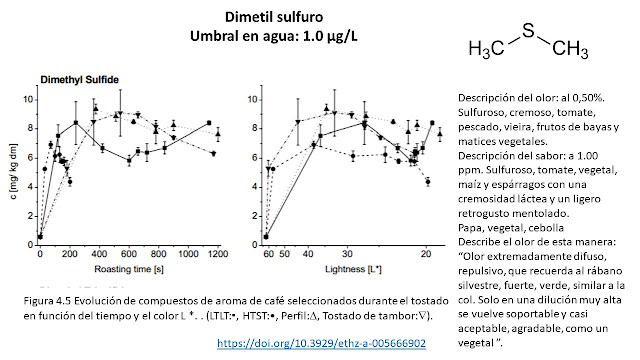
Las siguientes presentaciones gráficas muestran el desarrollo de compuestos aromáticos a lo largo del tiempo de tostado. El desarrollo de compuestos aromáticos también se representó en función de los valores del color L *. Para aumentar la claridad de estas últimas presentaciones, se seleccionó una escala inversa y logarítmica. Este cambio de escala no estipula ningún significado físico.
Compuestos de azufre
Los compuestos de azufre se encuentran entre los compuestos de aroma más importantes en el café. El metanotiol, el trisulfuro de dimetilo, el formiato de 3-mercapto-3-metilbutilo y especialmente el 2-furfuriltiol fueron citados como compuestos de impacto del aroma del café [40, 60]. Generalmente se cree que los aminoácidos que contienen azufre actúan como la fuente de azufre para los compuestos aromáticos durante el tostado [69-71]. Se cree que el metanotiol es el resultado de la pirólisis de metionina [70], y es probable que el sulfuro de dimetilo y el trisulfuro de dimetilo sean productos de oxidación y desproporcionamiento adicionales de la misma secuencia de reacción [72]. También podría ser que la S-metilmetionina, que se sabe que ocurre en las plantas con flores como intermediario, podría servir como precursor del sulfuro de dimetilo. Por estas razones, la cinética de formación de estos compuestos debería estar relacionada, al menos en parte, entre sí.

|
mg/Kg dm |
LTLT |
HTST |
Perfil |
Tambor |
|
Metanotiol |
3.5a ± 0.3 |
6.4b ± 1.0 |
3.4a ± 0.4 |
4.6a,b ± 0.8 |
Tabla 4.3 Influencia de las condiciones de tiempo-temperatura en la concentración de compuestos aromáticos después del tostado (color L * = 21). a, b, c, d: letras diferentes indican diferencias estadísticamente significativas (p <0.05).
El desarrollo de compuestos de azufre durante el tostado se
presenta en la Figura 4.5. Las concentraciones a color L * = 21 se muestran en la
Tabla 4.3.
Los sulfuros y el
metanotiol exhibieron un gran aumento durante las primeras etapas del tostado.
La formación de metanotiol pareció verse favorecida por las temperaturas más
altas ya que el proceso HTST resultó en la concentración más alta de metanotiol.
La degradación tuvo lugar al final del tostado HTST, mientras que durante los
otros procesos de tostado, no se observó una disminución de la concentración de
metanotiol.
|
mg/Kg dm |
LTLT |
HTST |
Perfil |
Tambor |
|
Dimetilsulfuro |
6.5a ± 0.3 |
5.8b ± 0.3 |
8.2c ± 0.4 |
6.3a,b ± 0.2 |
Tabla 4.3 Influencia de las condiciones de tiempo-temperatura en la concentración de compuestos aromáticos después del tostado (color L * = 21). a, b, c, d: letras diferentes indican diferencias estadísticamente significativas (p <0.05).
En contraste, la formación de sulfuro de dimetilo fue más
rápida con respecto a la evolución del color L*, y la concentración máxima fue
mayor cuando se aplicó baja temperatura. El hecho de que en el tostado en
tambor, donde el aumento de la temperatura dentro de los granos de café fue
lento, la formación de sulfuro de dimetilo comenzó también muy temprano,
sugiere que la energía de activación requerida es baja y, por lo tanto, los
mecanismos de reacción que involucran especies radicales son probablemente
predominantes. Se observó una disminución de la concentración de sulfuro de
dimetilo hacia el final del proceso de tostado.

|
mg/Kg dm |
LTLT |
HTST |
Perfil |
Tambor |
|
Dimetil trisulfuro |
0.053a ± 0.001 |
0.10b ± 0.01 |
0.064c ± 0.004 |
0.11b ± 0.01 |
Tabla 4.3 Influencia de las condiciones de tiempo-temperatura en la concentración de compuestos aromáticos después del tostado (color L * = 21). a, b, c, d: letras diferentes indican diferencias estadísticamente significativas (p <0.05).
El trisulfuro de dimetilo exhibió un comportamiento
bifásico. Durante los cuatro procesos de tostado, se observó un aumento
relativamente rápido durante las primeras etapas, seguido de una disminución a
través del grado medio de tostado. Se determinaron dos puntos de medición
adicionales en el caso de tostado de perfil (después de 180 y 270 s de tiempo
de tostado) para hacer visible el aumento temprano. Hacia el final del proceso
de tostado, se observó un nuevo aumento.

|
3-Mercapto-3-metilbutil formiato |
0.129a ± 0.005 |
0.24b ± 0.01 |
0.115c ± 0.002 |
0.10a,c± 0.01 |
Tabla 4.3 Influencia de las condiciones de
tiempo-temperatura en la concentración de compuestos aromáticos después del
tostado (color L * = 21). a, b, c, d: letras diferentes indican
diferencias estadísticamente significativas (p <0.05).
La formación de formiato de 3-mercapto-3-metilbutilo
obviamente requirió una alta energía de activación ya que la formación comenzó
tarde en el proceso de tostado. El inicio de la formación se observó a valores
de L * entre 40 y 30, que correspondieron a tiempos de tostado de alrededor de
30 s a 260 ° C (LTLT) y 120 s a 228 ° C (LTLT), y a temperaturas centrales del
grano de 212 ° C (LTLT) y 194 ° C (HTST). Entonces se alcanzó rápidamente un
valor máximo seguido de una degradación rápida. Durante el tostado HTST, en el
punto final del tostado, la concentración de formiato de
3-mercapto-3-metilbutilo fue aproximadamente el doble que en los otros procesos
de tostado.

|
mg/Kg dm |
LTLT |
HTST |
Perfil |
Tambor |
|
2-Furfuriltiol |
3.35a ± 0.03 |
2.6b ± 0.2 |
4.2a ± 0.5 |
4.4a ± 0.5 |
Tabla 4.3 Influencia de las condiciones de tiempo-temperatura en la concentración de compuestos aromáticos después del tostado (color L * = 21). a, b, c, d: letras diferentes indican diferencias estadísticamente significativas (p <0.05).
La concentración de 2-furfuriltiol aumentó continuamente
durante el proceso de tostado dependiendo de la temperatura, y no se observó
disminución, lo que está de acuerdo con los resultados de otros autores [5, 51,
65, 71]. El aumento constante de 2-furfuriltiol durante el tostado sugiere la
existencia de un gran conjunto de compuestos precursores. Como en el caso del
formiato de 3-mercapto-3-metilbutilo, era necesaria una cierta temperatura de
inicio para iniciar la formación. Con L * = 21, se encontraron cantidades
significativamente mayores de 2-furfuriltiol en los procesos de tostado a baja
temperatura y tiempo prolongado (LTLT, perfil y tostado en tambor) en
comparación con el tostado HTST.
Aldehídos y α-dicetonas:
Los aldehídos de Strecker como metilpropanal, 2-metilbutanal
y 3-metilbutanal se consideran productos de la transaminación descarboxilativa
de aminoácidos con la posterior adición de agua y descomposición en
aminoacetona y el aldehído de Strecker correspondiente [22].

|
mg/Kg dm |
LTLT |
HTST |
Perfil |
Tambor |
|
3-Metil butanal |
11.3a ± 0.3 |
18.9b ± 1.7 |
12.1a ± 0.5 |
11.7a ± 0.5 |
Tabla 4.3 Influencia de las condiciones de tiempo-temperatura en la concentración de compuestos aromáticos después del tostado (color L * = 21). a, b, c, d: letras diferentes indican diferencias estadísticamente significativas (p <0.05).
El desarrollo de aldehídos y α-dicetonas durante el tostado se muestra en la Figura 4.5 (no se muestran metilpropanal y 2-metilbutanal). Las concentraciones en L * = 21 se muestran en la Tabla 4.3. Su comportamiento al tostar es similar. Un aumento rápido durante las primeras etapas del tostado es seguido por una disminución de la concentración hacia grados más altos de tostado. Esto está de acuerdo con otros estudios [19, 51, 63]. La formación de los tres aldehídos Strecker en el comienzo del proceso de tostado parecía estar ligeramente favorecida por la alta temperatura, y con color L * = 21, la concentración de 2 y 3-metilbutanal en el café tostado HTST fue significativamente mayor que en el largo tiempo de tostado, con la excepción de 2-metilbutanal en el tostado de perfil, donde su concentración fue menor que la del tostado HTST pero no significativamente al nivel de p <0.05.

|
mg/Kg dm |
LTLT |
HTST |
Perfil |
Tambor |
|
Hexanal |
1.24a ± 0.05 |
2.5b ± 0.4 |
1.04c ± 0.03 |
1.03c ± 0.08 |
Tabla 4.3 Influencia de las condiciones de tiempo-temperatura en la concentración de compuestos aromáticos después del tostado (color L * = 21). a, b, c, d: letras diferentes indican diferencias estadísticamente significativas (p <0.05).
El hexanal no se forma por la reacción de Maillard, sino
que resulta de la oxidación de los lípidos [20]. Se encontraron cantidades
considerables de hexanal en el café verde (alrededor de 1,5 mg / kg dm). Se
necesitaron temperaturas de casi 220 ° C para aumentar aún más su
concentración. El grado de formación y la concentración máxima dependieron de
la temperatura de tostado (HTST y LTLT: 3.5–4.0 mg / kg dm; perfil y tostado en
tambor, que exhibió una temperatura de producto más baja antes de alcanzar la
concentración máxima de hexanal, aproximadamente 2.5 mg / kg dm). La
concentración máxima de hexanal se alcanzó a valores de L * entre 40 y 30,
luego se observó degradación de hexanal. A L * = 21, la concentración de
hexanal fue significativamente mayor en el café tostado HTST que en el café
tostado LTLT. El tostado de perfil y tambor resultó en concentraciones de hexanal
significativamente más bajas que las de los dos procesos de tostado isotérmico.

|
mg/Kg dm |
LTLT |
HTST |
Perfil |
Tambor |
|
2,3 Butanodiona |
15.1a ± 0.1 |
35.3b ± 1.0 |
17.2c ± 0.5 |
17.1c ± 0.7 |
Tabla 4.3 Influencia de las condiciones de tiempo-temperatura en la concentración de compuestos aromáticos después del tostado (color L * = 21). a, b, c, d: letras diferentes indican diferencias estadísticamente significativas (p <0.05).
Se han sugerido varias vías de formación posibles para las α-dicetonas 2,3-butanodiona y 2,3-pentanodiona. A partir de sistemas modelo de glucosa con alanina, Yaylayan y Keyhani [73] concluyeron que la 2,3-butanodiona se forma por una vía única que involucra solo átomos de carbono de glucosa, mientras que en sistemas modelo con glucosa y glicina, la formación a través de C3 / C3 y C2 / La escisión de C4 fue posible.

|
mg/Kg dm |
LTLT |
HTST |
Perfil |
Tambor |
|
2,3 Pentanodiona |
5.29a ± 0.08 |
11.5b ± 0.9 |
5.67c ± 0.08 |
5.28a ± 0.01 |
Tabla 4.3 Influencia de las condiciones de tiempo-temperatura en la concentración de compuestos aromáticos después del tostado (color L * = 21). a, b, c, d: letras diferentes indican diferencias estadísticamente significativas (p <0.05).
Se observó la formación de 2,3-pentanodiona involucrando
solo carbonos de glucosa (10%) y mediante la incorporación de átomos de alanina
C2'-C3 'a una unidad de carbono C3 a partir de glucosa. En un experimento
modelo en condiciones de tostado y utilizando el enfoque de etiquetado del
módulo de carbohidratos, Schieberle y colaboradores [74] mostraron que en la
reacción de glucosa con prolina, el 87% de la 2,3-butanodiona resultante surgió
de una recombinación de glucosa C3 / C1, 13% de una recombinación C2 / C2,
mientras que nada del 2,3-butanodiona se formó a partir del carbohidrato
intacto. Esto estaba de acuerdo con un mecanismo de reacción propuesto que
implica la condensación aldólica de acetaldehído con hidroxiacetaldehído e
hidroxiacetona [75]. Un segundo modelo con formaldehído e hidroxipropanona
también condujo a la formación de 2,3-butanodiona [74]. Se propusieron otras
vías de reacción, que implican la 1-desoxiglucosona [76] y la fragmentación del
azúcar seguida de condensación intramolecular [75]. Además, se citó a la
2,3-pentanodiona como el principal producto de degradación térmica volátil de
4-hidroxi-2,5-dimetil-3 (2H) -furanona [20]. La formación de 2,3-butanodiona
requirió una cierta energía de activación y se aceleró claramente por la alta
temperatura de tostado. Durante el tostado HTST, se alcanzó una concentración
máxima de casi 40 mg / kg dm y se mantuvo constante durante un período de 45 s.
Luego se observó una rápida degradación. Con procesos de tostado a temperaturas
más bajas, la evolución de 2,3-butanodiona fue similar, pero menos rápida con
concentraciones máximas más bajas. La formación y eliminación de
2,3-pentanodiona siguió un patrón similar al del 2,3-butanodiona, pero las
diferencias en la concentración máxima fueron bajas, y la evolución en función
del color L* fue similar para todos los perfiles de tiempo-temperatura
aplicados. Esto es una indicación de que, en contraste con la 2,3-butanodiona,
la formación de 2,3-pentanodiona parece ser limitada en el sustrato y menos
dependiente del tiempo de tostado y la temperatura. Por lo tanto, se supone que
la 2,3-pentanodiona no resulta de los mismos fragmentos de azúcar que la 2,3-butanodiona
y que las vías de formación y degradación son diferentes. La formación de
2,3-pentanodiona a partir de la reacción de 2,3-butanodiona con formaldehído
con la consiguiente pérdida de agua, propuesta por Weenen y Apeldoorn [76] como
unida a la formación de 2,3-butanodiona, no se corrobora en el caso de tostado
de café.

En el punto final de tostado con color L * = 21, el café
tostado HTST exhibió el doble de 2,3-butanodiona y 2,3-pentanodiona que el
resto de los tostados. Sin embargo, la degradación de ambas dicetonas fue muy
rápida al final del tostado HTST, y se habrían obtenido concentraciones
similares a las resultantes de los procesos a largo plazo extendiendo el
proceso HTST de 30 a 40 s, con solo un cambio menor en el color L* del café
tostado. (Figura 4.2).
Compuestos heterocíclicos y fenólicos.
Los heterociclos y los compuestos fenólicos son productos de
tostado típicos, como resultado de la reacción de Maillard (pirazinas), la
descomposición térmica del ácido ferúlico (guayacoles) y la degradación de
trigonelina (piridina, N-metilpirrol). En los sistemas de reacción modelo, la
piridina y el N-metilpirrol también resultaron de las mezclas de reacción
Maillard clásicas que consisten en aminoácidos y glucosa / sacarosa [20]. Entre
los compuestos heterocíclicos y fenólicos examinados,
2-etil-3,5-dimetilpirazina y 4-vinilguaiacol son de importancia clave para el
aroma del café.

|
mg/Kg dm |
LTLT |
HTST |
Perfil |
Tambor |
|
Piridina |
145.7a ± 0.7 |
122.6b ± 2.5 |
179.3c ± 1.1 |
180.6c ± 8.1 |
Tabla 4.3 Influencia de las condiciones de tiempo-temperatura en la concentración de compuestos aromáticos después del tostado (color L * = 21). a, b, c, d: letras diferentes indican diferencias estadísticamente significativas (p <0.05).
La Figura 4.5 muestra el desarrollo de compuestos heterocíclicos durante el tostado, y las concentraciones a L * = 21 se presentan en la Tabla 4.3. Se descubrió que la cinética de formación de piridina es muy similar a la del 2-furfuriltiol. Se necesitaba una temperatura alta para iniciar las reacciones que conducen a la piridina, y una vez que comenzó la formación, la concentración de piridina aumentó continuamente durante el tostado. El impacto del tiempo de tostado fue mayor que el efecto de la temperatura, y a L * = 21, las mayores concentraciones de piridina se encontraron en el perfil y en el tostado en tambor.

|
mg/Kg dm |
LTLT |
HTST |
Perfil |
Tambor |
|
N-Metilpirrol |
2.99a± 0.09 |
5.0b ± 0.4 |
3.7c ± 0.2 |
3.6a,c ± 0.3c |
Tabla 4.3 Influencia de las condiciones de tiempo-temperatura en la concentración de compuestos aromáticos después del tostado (color L * = 21). a, b, c, d: letras diferentes indican diferencias estadísticamente significativas (p <0.05).

|
mg/Kg dm |
LTLT |
HTST |
Perfil |
Tambor |
|
2,3,5-trimetilpirazina |
4.9a ± 0.2 |
4.6a ± 0.2 |
3.5b ± 0.1 |
3.8b ± 0.1 |
Tabla 4.3 Influencia de las condiciones de tiempo-temperatura en la concentración de compuestos aromáticos después del tostado (color L * = 21). a, b, c, d: letras diferentes indican diferencias estadísticamente significativas (p <0.05).
La 2,3,5-trimetilpirazina y la 2-etil-3,5-dimetilpirazina exhibieron un aumento relativamente rápido al comienzo del proceso de tostado. A grados más oscuros de tostado, se observó una ligera disminución para el tostado HTST, mientras que en los otros procesos, el aumento de la concentración se estabilizó. En el caso del tostado LTLT, se observó degradación cuando los cafés se tostaron en exceso.

|
mg/Kg dm |
LTLT |
HTST |
Perfil |
Tambor |
|
2- etil-3,5-dimetilpirazina |
1.22a ± 0.07 |
1.10a ± 0.05 |
1.1a ± 0.1 |
1.18a ± 0.07 |
Tabla 4.3 Influencia de las condiciones de tiempo-temperatura en la concentración de compuestos aromáticos después del tostado (color L * = 21). a, b, c, d: letras diferentes indican diferencias estadísticamente significativas (p <0.05).

|
mg/Kg dm |
LTLT |
HTST |
Perfil |
Tambor |
|
4-vinilguaiacol |
24.0a ± 1.2 |
43.0b ± 0.8 |
27.18c ± 0.06 |
28.7d ± 0.5 |
Tabla 4.3 Influencia de las condiciones de tiempo-temperatura en la concentración de compuestos aromáticos después del tostado (color L * = 21). a, b, c, d: letras diferentes indican diferencias estadísticamente significativas (p <0.05).
La formación de 4-vinilguaiacol comenzó inmediatamente al
comienzo del proceso de tostado, lo que sugiere una baja energía de activación
y, por lo tanto, la participación de una vía de reacción radical. La evolución
del 4-vinilguaiacol durante el tostado fue altamente dependiente de la
temperatura. Los procesos isotérmicos con un aumento muy rápido de la temperatura
del núcleo del grano resultaron en altas tasas de formación durante la primera
etapa de tostado, mientras que los procesos de tostado de perfil y tambor
condujeron a un aumento más lento de 4-vinilguaiacol. Después de alcanzar la
concentración máxima, que fue mayor al aumentar la temperatura de tostado, se
produjo la eliminación. Al final del proceso de tostado (L * = 21), el tostado
HTST produjo con mucho la mayor concentración de 4-vinilguaiacol. Dorfner y
colaboradores [77] encontraron la misma evolución del 4-vinilguaiacol durante
el tostado y establecieron un modelo de dos canales para la degradación del
ácido 5-feruloilquínico durante el tostado del café. En la primera etapa de
tostado endotérmico, predomina la formación de 4-vinilguaiacol debido a la baja
energía de activación. Una vez que se alcanzan las condiciones de tostado
exotérmico, el 4-vinilguaiacol se degrada produciendo guaiacol, que luego se
degrada a fenol.
(62) 4.3.3 Efecto del sobre-tostado en compuestos aromáticos
|
Compuesto |
Comportamiento con tueste excesivo |
Concentración después de 40 minutos de tostado (n=1) mg/Kg dm |
|
Metanotiol |
no disponible |
No disponible |
|
Dimetilsulfuro |
decrece levemente |
7.0 |
|
Dimetil trisulfuro |
en constante aumento |
0.14 |
|
3-Mercapto-3-metilbutil formiato |
disminuyendo a 0 mg / kg dm |
no detectado |
|
2-Furfuriltiol |
aumentando hasta 25 min, luego disminuyendo |
4.6 |
|
Metilpropanal |
disminuyendo, nivelando después de 35 min |
8.5 |
|
2-Metilbutanal |
disminuyendo, nivelando después de 35 min |
4.6 |
|
3-Metilbutanal |
disminuyendo, nivelando después de 35 min |
3.3 |
|
Hexanal |
disminuyendo hasta 20 min, luego aumentando |
1.8 |
|
2,3-Butanodiona |
disminuyendo, nivelando después de 35 min |
6.5 |
|
2,3-Pentanodiona |
disminuyendo, nivelando después de 35 min |
1.2 |
|
N-Metilpirrol |
aumentando, nivelando después de 35 min |
5.0 |
|
Piridina |
aumentando |
586 |
|
4-Vinilguaiacol |
disminuyendo |
9.4 |
|
2,3,5-Trimetilpirazina |
estable, disminuyendo después de 35 min |
3.2 |
|
2-Etil-3,5-dimetilpirazina |
estable, disminuyendo después de 35 min |
0.9 |
Tabla 4.4 Efecto
del sobre-tostado en el perfil de tostado sobre compuestos aromáticos.
Para determinar el efecto del tostado excesivo más allá de
los grados habituales de tostado en la formación y degradación de los
compuestos aromáticos, el proceso de tostado de perfiles se extendió a 20, 25,
30, 35 y 40 minutos, es decir, después de completar la etapa de temperatura, se
tomaron granos de café. mantenido durante 11, 16, 21, 26 y 34 min
respectivamente a 232 ° C. color L * de los granos de café resultantes fue
18.9, 18.5, 18.2, 17.7 y 17.6, respectivamente. Las tendencias y la
concentración final después de 40 minutos de tiempo de tostado se muestran en
la Tabla 4.4. Para muchos de los compuestos aromáticos investigados, la
degradación excedió la formación, y se encontraron cantidades decrecientes en
el café tostado por períodos excesivos. El formiato de
3-mercapto-3-metilbutilo, como el ejemplo más extremo, se degradó a
concentración cero después de 40 minutos de tiempo de tostado. Otros
compuestos, como los aldehídos de Strecker (metilpropanal, 2-metilbutanal y
3-metilbutanal) y las αdicetonas
(2,3-butanodiona y 2,3-pentanodiona) también se degradaron, pero la disminución
pareció estabilizarse a cierta concentración, mientras que el 4-vinilguaiacol
exhibió una disminución constante durante el tostado excesivo. La concentración
de 2-furfuriltiol aumentó hasta 25 minutos de tiempo de tostado, pero luego la
concentración disminuyó. La concentración de sulfuro de dimetilo también
disminuyó, aunque lentamente. La concentración de piridina aumentó durante 40
minutos de tostado, mientras que el aumento de N-metilpirrol se desaceleró y se
estabilizó después de 35 minutos de tostado. El trisulfuro de dimetilo, que ya
exhibía una concentración creciente hacia el final del tostado a grados
normales de tostado, aumentó aún más en condiciones excesivas. Hexanal reveló
una concentración mínima después de 20 minutos de tiempo de tostado, luego
aumentó de manera constante durante los siguientes 20 minutos. La
2,3,5-trimetilpirazina y la 2-etil-3,5-dimetilpirazina permanecieron a una
concentración estable durante 35 minutos de tostado y luego disminuyeron
lentamente.
(64) 4.3.4 Relación entre el desarrollo del color, los
cambios físicos y la formación del aroma.
Los resultados obtenidos de este estudio mostraron que
lograr el mismo color de grano de café (que se conoce con mayor frecuencia como
el grado de tostado) usando diferentes condiciones de tiempo y temperatura
durante el tostado no significa necesariamente que los cafés sean equivalentes
en términos de aroma y propiedades físicas. El tostado a alta velocidad con
alta temperatura del aire caliente condujo a diferentes cinéticas de formación
y eliminación y, en muchos casos, a diferentes concentraciones de compuestos
aromáticos en el color tostado L * = 21 (Tabla 4.3). Las mismas
observaciones se aplicaron para la evolución de las propiedades físicas, como
la densidad, la pérdida de tostado y el contenido de agua (Tabla 4.2).
Resultados similares fueron obtenidos por Schenker [5]. Los compuestos de aroma
cuyas concentraciones alcanzaron su punto máximo y luego disminuyeron a grados
medios de tostado, se degradaron rápidamente cerca del final de los tostados
HTST. Por lo tanto, para los tostados HTST, los pequeños aumentos en el
tiempo de tostado habrían reducido su concentración a niveles similares o
inferiores a los alcanzados en los tostados más largos y habrían reducido L *
solo ligeramente. Sin embargo, pequeños aumentos en el tiempo de tostado HTST
no habrían producido niveles de piridina y 2-furfuriltiol iguales a los
producidos por los tostados más largos. Es muy probable que los diferentes
perfiles de tiempo-temperatura aplicados no solo den lugar a diferencias con
respecto a los compuestos aromáticos sino también al sabor en general.
Utilizando un perfil de tiempo y temperatura en el tostador
de lecho fluido a escala de laboratorio, que se aproximaba al perfil de
temperatura en un tostador de tambor tradicional, se obtuvieron resultados
similares para las propiedades físicas y la formación de aroma en los cafés
resultantes. El aumento de temperatura en la primera etapa del tostado fue aún
más rápido en el tostado de perfil que en el tostado en tambor. Se esperaría un
acuerdo aún mejor si se hubiera utilizado una tasa más baja de aumento de
temperatura durante el tostado de perfil. Por lo tanto, es posible transferir
las condiciones de tostado de un tostador de tambor horizontal tradicional a un
sistema de lecho fluido, pero el tiempo de tostado no se reduciría si el
tostador desea producir un café con propiedades de sabor idénticas.
El grado de tostado es, en última instancia, una cuestión de
definición, y la definición debe depender de los requisitos específicos. En la
práctica industrial, donde la calidad constante del café verde se tuesta en el
mismo equipo de tostado, la medición del color es seguramente un método
adecuado, rápido y simple para determinar el grado de tostado. Sin embargo, si
se pretende producir café de igual calidad sensorial con diferentes procesos de
tostado, se necesitan más detalles sobre los procesos de tostado. Eggers y
Pietsch propusieron una lista exhaustiva de valores físicos importantes para
los informes sobre tostado de café [16]. Cuantos más parámetros físicos y
químicos se tengan en cuenta para la definición de un grado de tostado, más
precisa será su determinación y mejor será la transferibilidad de un proceso de
tostado a otro. Además, una definición ideal de un grado de tostado también
debe ser independiente de las variaciones en la materia prima. Las
concentraciones y proporciones de diferentes productos de reacción y las
cantidades restantes de precursores de café verde (aminoácidos, ácidos
clorogénicos, etc.) son indicadores potencialmente adecuados; sin embargo, su
análisis suele ser demasiado complejo para la práctica industrial.
(67) 5.
Tostado de café y formación de aroma: efecto del contenido de humedad inicial y
tratamiento de vapor
La humedad inicial del café verde puede variar en función de
las condiciones de procesamiento y almacenamiento del café verde. Se investigó
el impacto del tratamiento inicial de humedad y vapor sobre el comportamiento
de tostado y la formación de aroma. Se tostaron los cafés tratados con vapor,
así como los cafés con un contenido de humedad inicial de 5.10, 10.04 y 14.70 g
de agua por 100 g wb. Los ensayos de tostado claro y oscuro se llevaron a cabo
utilizando un tostador de lecho fluido con un tamaño de lote de 100 g de granos
verdes. Las diferencias en los atributos del café tostado, es decir, el color,
la densidad, la pérdida de tostado orgánico y las concentraciones de olor
fueron más marcadas en los cafés tostados claros que en los cafés tostados
oscuros. Los resultados de tostar café tratado con vapor sugieren que este paso
afecta el comportamiento de tostado principalmente al extraer algunos
compuestos precursores de aroma.
(79) 6
Influencia del enfriamiento por enfriamiento con agua en la desgasificación y
la estabilidad del aroma del café tostado
Los experimentos de tostado con enfriamiento por aire versus
enfriamiento por enfriamiento con agua se llevaron a cabo a escala de
laboratorio con un sistema de tostado con aire caliente de lecho fluido (tamaño
de lote de 200 g) y a escala de producción con un tostador de recipiente rotativo
(tamaño de lote de 320 kg). Se obtuvieron dos series de cafés con diferentes
contenidos de agua, que se almacenaron a 25 ° C en condiciones atmosféricas
normales. Se siguió la desorción de dióxido de carbono y se probó la estabilidad
de los compuestos aromáticos seleccionados con microextracción de fase sólida
en el espacio de cabeza, cromatografía de gases, espectrometría de masas y
compuestos marcados con isótopos estables como patrones internos. La
desgasificación es más rápida en los cafés enfriados con agua con mayor
contenido de humedad, pero la distribución del tamaño de poro en las diferentes
muestras de café no se correlacionó con el comportamiento de desgasificación.
La firmeza del grano que aumenta con el aumento del contenido de humedad, puede
influir en la desgasificación. Los cafés enfriados por aire y agua exhiben una
estabilidad similar de la mayoría de los compuestos aromáticos a pesar del
diferente comportamiento de desgasificación. Sin embargo, la evolución del dimetil
trisulfuro fue diferente en los cafés con mayor contenido de agua. Esto sugiere
mayores tasas de oxidación de tiol, un factor que se cita para estar
relacionado con una pérdida más rápida de los atributos de frescura.
(99) 7.
Contenido de humedad y estabilidad del aroma del café tostado y molido
Los granos de café tostados con diferente contenido de
humedad fueron molidos y envasados bajo nitrógeno y bajo atmósfera normal. La
evolución de los odorantes característicos fue seguida por medio de microextracción
en fase sólida del espacio de cabeza-cromatografía de gases-espectrometría de
masas. Tras el almacenamiento abierto en condiciones atmosféricas, la
disminución de sulfuro de dimetilo, formiato de 3-mercapto-3-metilbutilo y
N-metilpirrol fue más rápida en el café con mayor contenido de agua. El
almacenamiento bajo atmósfera de nitrógeno durante 83 días a 37 ° C resultó en
una degradación considerablemente más rápida de sulfuro de dimetilo, formiato
de 3-mercapto-3-metilbutilo, N-metilpirrol, 2-furfuriltiol, 2- y 3-metilbutanal,
2,3-butanodiona, y 2,3-pentanodiona. Con ambas condiciones de almacenamiento,
se observó un gran aumento de la concentración de dimetil trisulfuro; El
aumento es más pronunciado en los cafés con mayor contenido de humedad. Dado
que el dimetil trisulfuro es un producto de la degradación del metanotiol, se
supone una oxidación más rápida del tiol. La disminución en la estabilidad del
aroma de los cafés con mayor contenido de humedad se atribuye principalmente al
efecto plastificante del agua, que disminuye la temperatura de transición
vítrea del café molido y, por lo tanto, aumenta la movilidad de los reactivos.
(112) 8.
Contenido de agua del café tostado: impacto en el comportamiento de molienda,
extracción y retención de aroma
Se realizaron ensayos de tostado normales y de larga
duración a escala industrial. Se aplicaron diferentes cantidades de agua
durante el enfriamiento, lo que resultó en contenidos de agua en el rango de
2.3–8.8 g / 100 g wb. Los cafés se molieron inmediatamente después del
enfriamiento y después de tiempos de equilibrio de 6 y 24 h. La distribución
del tamaño de partícula de los cafés molidos, el tiempo de percolación y las
propiedades de extracción se investigaron en una máquina de café espresso. Los
cafés molidos después de 24 h de tiempo de descanso fueron sometidos a pruebas
de almacenamiento para determinar la estabilidad del aroma según la influencia
del contenido de agua. Los cafés con alto contenido de humedad exhibieron
partículas más gruesas después de la molienda, y se necesitaba tiempo de
equilibrio antes de la molienda para los cafés con alto contenido de agua para
mejorar los resultados de la molienda. Los cafés con bajo contenido de agua no
exhibieron esta dependencia del tiempo antes de la molienda. Los cafés con bajo
contenido de agua se extrajeron con mayor eficacia que los cafés con alto
contenido de humedad, y la filtración fue más lenta. Durante el almacenamiento
abierto y cerrado, la evolución de hexanal y sulfuros fue altamente sensible al
contenido de agua. Sin embargo, las diferencias en la evolución de otros
compuestos aromáticos se encontraron solo durante el almacenamiento cerrado,
donde el contenido de humedad tuvo un impacto negativo en la estabilidad del
aroma de los cafés sometidos a investigación.
(128) 9.
Recuperación del aroma del café tostado mediante molienda húmeda
La recuperación de aroma determinada por microextracción en
fase sólida-cromatografía de gases-espectrometría de masas (SPME-GC-MS) se
comparó en cafés resultantes de procesos de molienda convencionales y de
molienda húmeda con agua fría y caliente. El café recién tostado, así como el
café viejo, completamente desgasificado, se molió para estimar la relación de
la presión interna de dióxido de carbono en el café recién tostado con la
pérdida de aroma durante la molienda. Se descubrió que la liberación de
sustancias aromáticas volátiles durante la molienda estaba relacionada con la
presión interna del dióxido de carbono, y se demostró que la molienda húmeda
con agua fría minimiza las pérdidas de compuestos aromáticos al atraparlos en
el agua. Debido a la alta solubilidad del café tostado en agua, el uso de la
molienda húmeda se limita a los procesos, donde la molienda es seguida por una
etapa de extracción. La combinación de molienda y extracción mediante el uso de
agua caliente para la molienda húmeda resultó en pérdidas considerables de
compuestos aromáticos debido al prolongado impacto del calor. Por lo tanto, se
introdujo un proceso de dos pasos más prometedor que involucra la molienda en
frío y húmedo y la posterior extracción en caliente en un sistema cerrado. El
rendimiento de los compuestos aromáticos en el café resultante fue
sustancialmente mayor en comparación con el del café molido convencionalmente.
(142) 10.
conclusiones y perspectivas
10.1
Tostado de café y formación de aroma.
Para el subproyecto sobre formación de aroma durante el
tostado de café, se realizaron pruebas de tostado en un tostador de lecho fluido
a escala de laboratorio que permitió un control total sobre el flujo de aire,
la temperatura del aire, la temperatura a granel y la temperatura del núcleo
del grano durante el proceso. Por lo tanto, las condiciones de
tiempo-temperatura durante el proceso de tostado fueron completamente
rastreables. Los resultados obtenidos en la presente investigación confirman
que se puede obtener un grado de tostado definido por el color del grano de
café con diferentes combinaciones de tiempo y temperatura. Sin embargo, los
cafés resultantes no necesitan ser equivalentes en términos de propiedades
físicas y concentración de aroma. La Tabla 10.1 muestra una selección de
propiedades físicas y concentraciones de compuestos aromáticos en cafés
tostados en el tostador de lecho fluido a escala de laboratorio. Si bien el color
claro del café fue igual en todos los tostados, la mayoría de las otras
propiedades del producto fueron diferentes. La cinética de reacción cambió
claramente cuando se aplicaron diferentes condiciones de tiempo-temperatura. En
particular, la alta temperatura de tostado dio como resultado una formación
rápida y mayores concentraciones máximas de algunos odorantes de impacto
durante el tostado (es decir, metanotiol, formiato de 3-mercapto-3-metilbutilo,
2-metilbutanal, 3-metilbutanal, 2,3-butanodiona, N-metilpirrol y
4-vinilguaiacol). Otros odorantes no exhibieron una concentración máxima más
alta, aunque su formación fue más rápida durante el tostado a alta temperatura
(es decir, metilpropanal, 2,3-pentanodiona, hexanal, 2,3,5-trimetilpirazina,
2-etil-3,5-dimetilpirazina). La piridina y el 2-furfuriltiol requirieron una
alta energía de activación para su formación, y el aumento fue prácticamente
lineal con el tiempo de tostado. En un color dado, los cafés con el tiempo de
tostado más largo exhibieron las concentraciones más altas de piridina y
2-furfuriltiol. Con respecto a la evolución del sulfuro de dimetilo y el
trisulfuro de dimetilo, el impacto de la temperatura fue inverso. Aunque el
aumento de la concentración de sulfuro de dimetilo durante la primera etapa del
tostado fue aún ligeramente más rápido cuando se aplicaron altas temperaturas,
la concentración máxima fue menor y se observó una disminución más rápida en
comparación con los procesos de tostado con temperaturas más bajas. La
evolución del trisulfuro de dimetilo fue bifásica. Se produjo un rápido aumento
con un bajo grado de tostado, luego se observó una disminución y un nuevo
aumento. Durante los procesos a baja temperatura, la concentración de dimetil
trisulfuro disminuyó a una temperatura considerablemente más baja en
comparación con el tostado a alta temperatura.
Los resultados de esta disertación muestran que pequeños
cambios en las condiciones de tiempo y temperatura pueden conducir a
diferencias considerables en las concentraciones de odorantes. Sin embargo, una
diferencia de concentración significativa no significa necesariamente que la
diferencia sea perceptible. Por lo tanto, debe evaluarse el impacto sensorial
de las diferencias en las concentraciones de odorantes.
El contenido inicial de humedad de los granos de café verde
tuvo un impacto adicional en la formación de olores durante el tostado de los
granos de café. En su mayor parte, un mayor contenido de humedad resultó en un
aumento más lento de la temperatura central del grano durante las primeras
etapas del tostado. Por lo tanto, los tostados claros exhibieron mayores
diferencias en las concentraciones de odorantes que los tostados oscuros.
No hay consenso en la pregunta de si un café tostado en un
tostador de lecho fluido puede ser equivalente a un café producido en un equipo
tradicional de tostado de tambor horizontal. Los resultados presentados en esta
disertación sugieren que los cafés tostados en ambos tipos de tostadores pueden
ser de calidad similar. Sin embargo, condiciones previas de temperatura y
tiempo similares son un prerrequisito, es decir, el proceso de tostado no puede
acelerarse utilizando un equipo de tostado rápido de lecho fluido para terminar
con el mismo café que con el tostador de tambor horizontal. El tostado rápido
siempre implica un alto impacto energético que conduce a un aumento de volumen
más rápido, un mayor rendimiento de extracción, una desorción de dióxido de
carbono más rápida [5] y diferentes cinéticas de reacción para la formación y
eliminación de compuestos aromáticos.
|
|
Método de tostion |
||
|
HTST |
LTLT |
Perfil |
|
|
Color L* |
21a |
21a |
21a |
|
Pérdida orgánico por tueste [g / 100 g wb] |
8.54a |
9.24b |
10.10c |
|
Contenido de agua [g / 100 g wb] |
1.30a |
1.57b |
1.73c |
|
Densidad [g/cm³ |
0.548a |
0.588b |
0.584b |
|
2-Furfuriltiol [mg/ kg dm] |
2.56a |
3.35b |
4.20b |
|
3-Mercapto-3-metilbutil formiato [mg/ kg dm] |
0.24a |
0.13b |
0.12c |
|
3-Metilbutanal [mg/ kg dm] |
11.3a |
18.9b |
12.1a |
|
2,3-Pentanediona [mg/ kg dm] |
11.5a |
5.30b |
5.67c |
|
Piridina [mg/ kg dm] |
123a |
146b |
179c |
|
2-Etil-3,5-dimetilpirazina
[mg/ kg dm] |
1.2a |
1.1a |
1.1a |
(144) Tabla 10.1 Comparación de propiedades físicas seleccionadas y concentraciones de algunos compuestos aromáticos a alta temperatura-corto tiempo (HTST), baja temperatura-largo tiempo (LTLT) y tostado de perfil (Profile).a, b, c: Letras diferentes indican diferencias estadísticamente significativas (p <0.05). Para detalles sobre el método de tostado, vea el capítulo 4....
Durante el tostado, se producen cambios sustanciales en la
estructura de los granos de café a escala macroscópica y microscópica (para una
ilustración de los cambios en la microestructura, véase Schenker [5], pág.
99-110). Geiger [6] investigó el desarrollo de la estructura del grano de café
durante el tostado. Para optimizar el proceso de tostado, recomendó que las
condiciones de tiempo-temperatura aumenten lentamente la temperatura del
producto para limitar los daños de la estructura intracelular. Geiger llegó a
la conclusión de que, con respecto al desarrollo estructural, la etapa inicial
del tostado es la fase más importante. Por lo tanto, se favorecen las
condiciones de tiempo y temperatura de un proceso tradicional de tostado de
tambor, y sería interesante comparar la estabilidad del aroma del café tostado
HTST con el de un tostado tradicional.
Los conceptos para las condiciones de reacción dentro de los
granos de café durante el tostado aún son fragmentarios. Un conocimiento
limitado sobre los compuestos precursores junto con las condiciones
particulares que se encuentran dentro de los granos de café durante el proceso
de tostado (es decir, la compartimentación, el aumento de la presión, la alta
temperatura y las grandes superficies), convierten la predicción de reacciones
y el desarrollo de modelos adecuados en un asunto muy complejo. Sin embargo,
una mayor comprensión de las condiciones de reacción también mejoraría
considerablemente la comprensión general del proceso de tostado. Las reacciones
modelo pueden dar indicaciones sobre la naturaleza de las reacciones de los
precursores, pero las condiciones de reacción específicas dentro del grano de
café son difíciles de imitar. El enfoque más prometedor es el uso de cáscaras
de granos de café extraídos, donde los compuestos precursores se vuelven a
infundir en granos de café verde [25, 26, 121]. Sin embargo, la reinfusión es
una tarea delicada. La distribución de los precursores reinfundidos dentro de los
granos verdes puede no ser uniforme, y una gran fracción puede permanecer en o
cerca de la superficie, lo que influiría considerablemente en la cinética de
tostado de los granos reconstituidas.
La evolución de algunos odorantes durante el tostado dio algunas
indicaciones sobre los mecanismos de reacción. La formación de sulfuro de
dimetilo y 4-vinilguaiacol comenzó muy temprano en el tostado en tambor, cuando
la temperatura era relativamente baja. Esto sugiere una baja energía de
activación y, por lo tanto, un mecanismo de formación de radicales. La
comparación de la cinética de formación y eliminación de las α-dicetonas 2,3-butanodiona y
2,3-pentanodiona estructuralmente muy similares reveló que las vías de
formación eran de naturaleza diferente, y una vía de formación propuesta de
2,3-pentanodiona a través de la reacción de 2,3-butanodiona con formaldehído y pérdida
de agua [76] no fue corroborado por los resultados obtenidos en esta
disertación.
Una temperatura alta requerida para el inicio de la
formación de un compuesto aromático sugiere una alta energía de activación.
Este fue el caso del formiato de 3-mercapto-3-metilbutilo, 2-furfuriltiol,
piridina, N-metilpirrol y, en menor medida, de 2,3-butanodiona y
2,3-pentanodiona.
10.2 Agua
de enfriado (quenching) del café tostado y estabilidad del aroma
Para evitar el sobre-tostado, se debe aplicar un
enfriamiento rápido tan pronto como se alcanza el grado deseado de tostado. El
uso de agua aumenta la eficiencia de enfriamiento debido al consumo de energía
por evaporación del agua. El enfriamiento por pulverización, que utiliza la
entalpía de evaporación de las gotas de agua, es el método más eficiente [93] y
se aplica ampliamente en la práctica. En el enfriamiento de películas e
inmersión, se usa agua líquida. Debido a la formación de una capa estable de
vapor de agua, la transferencia de calor del grano de café al agua líquida es
baja. Por lo tanto, el enfriamiento por película y por inmersión son menos
eficientes que el enfriamiento por aspersión con contacto recurrente de agua
con la superficie de los granos de café.


Figura 10.2 Impacto de una gota de agua en un grano de café caliente durante el enfriamiento por aspersión (spray quenching) (t = 0,0006 s).

Figura 10.3 Superficie del grano de café durante el enfriamiento del agua. La gota de agua se evaporó poco después del impacto (t = 0.286 s).

Figura 10.4 Última etapa de enfriamiento por pulverización (spray quenching) . La temperatura del grano de café disminuyó y las gotas que ahora impactan se condensan en la superficie (t = 0.415 s).
Figura 10.5 Impacto de una gota de agua en un grano de café caliente: t = 0 s (arriba a la izquierda), t = 0.038 s (arriba a la derecha), t = 0.076 s (abajo a la izquierda) yt = 0.114 s (abajo a la derecha). Entre 0.076 sy 0.114 s, se observó una ligera ebullición de la película durante la contracción de la gota de agua.
En las Figuras 10.1 - 10.5 se muestran algunos extractos de
grabación de video a alta velocidad de enfriamiento por pulverización y
película. Las imágenes se tomaron con una cámara de alta velocidad Memrecam fx6
(NAC Inc., Stuttgart, Alemania) con velocidades de fotogramas de 5000
(enfriamiento de película) y 10000 (enfriamiento por pulverización) fotogramas
por segundo. Las primeras gotas impactantes se evaporan rápidamente, mientras
que en la etapa posterior del proceso de enfriamiento con una temperatura más
baja de la superficie del grano de café, se produce la condensación de las
gotas. El impacto de una gota de agua sobre una superficie caliente de un grano
de café se muestra en la Figura 10.5. A pesar de la alta temperatura del grano
(~ 200 ° C), solo se evaporó una pequeña cantidad de la gota de agua. Se
observó una ligera ebullición de película en el borde de la gota de agua
solamente.
El enfriamiento con agua (quenching) a menudo está
relacionado con la pérdida de calidad en el café tostado. Sin embargo, la
suposición de Illy y Viani [9], de que el quenching (enfriamiento con agua)
conduce a la apertura de poros, el agrietamiento de la pared celular y el
colapso de la estructura debido a la caída repentina de la temperatura no fue
corroborada por los resultados de este proyecto. De hecho, el enfriamiento con
agua (quenching) sin aumentar el contenido de humedad resultó en un
comportamiento de desgasificación similar al enfriamiento por aire. Además,
aunque se observó una desgasificación más rápida en los cafés enfriados por
agua con un mayor contenido de humedad, se obtuvo un comportamiento de
desgasificación similar con el café enfriado por aire, que se volvió a
humedecer después del enfriamiento rápido. Y finalmente, no se encontró relación
entre el método de enfriamiento y la porosidad intracelular. Los resultados
sugieren que las mayores tasas de desgasificación de los cafés enfriados por
agua no están directamente relacionadas con el método de enfriamiento, sino
solo con el aumento del contenido de agua en el grano de café tostado. Se
supone que el alto contenido de humedad conduce a cambios en el estado de las
paredes celulares, lo que a su vez conduce a una mayor permeabilidad al dióxido
de carbono. El efecto del contenido de humedad sobre la permeabilidad al
dióxido de carbono se mostró para el papel, donde la difusividad del dióxido de
carbono se duplicó al aumentar el contenido de agua absorbida de 0 a 0.1 g / g
de papel [122]. Se supone que la mayor permeabilidad es causada por una ligera
relajación de la red de celulosa. Es concebible un efecto similar de la humedad
sobre la permeabilidad de los polisacáridos tostados de la pared celular del
café. El efecto plastificante del agua en el café tostado se demostró midiendo
la firmeza con una prueba de cizallamiento en una celda Kramer. La firmeza de
los granos de café aumentó casi linealmente con el aumento del contenido de
humedad.
La vida útil del café es limitada, particularmente si el
café se almacena en condiciones atmosféricas. Se han informado cambios
sensoriales perceptibles después de tiempos de almacenamiento de 6 a 8 semanas
para los granos de café y de 13 a 21 días para el café tostado y molido [1,
99]. Cardelli y Labuza descubrieron que la vida útil del café dependía de diferentes
factores, siendo el contenido de oxígeno de la atmósfera de almacenamiento el
más importante [2], pero la actividad del agua y la temperatura también
tuvieron un impacto sustancial en la estabilidad del almacenamiento. Un
aumento de la actividad del agua de 0.1 condujo a un aumento del 60% en la tasa
de deterioro del café tostado y molido.
El contenido de humedad del café tostado afecta
considerablemente la estabilidad de almacenamiento, probablemente debido al
efecto plastificante del agua, que aumenta la movilidad de los reactivos y, a
su vez, aumenta las velocidades de reacción [106]. Con mejores condiciones de
almacenamiento (es decir, menos presión parcial de oxígeno), se encontraron
diferencias más grandes durante el almacenamiento de cafés con diferentes
contenidos de agua. Durante el almacenamiento de granos de café tostado y café
molido en una atmósfera normal, solo la evolución del sulfuro de dimetilo,
trisulfuro de dimetilo, formiato de 3-mercapto-3-metilbutilo y N-metilpirrol
fue influenciada por el contenido de humedad. Sin embargo, si el café se
almacenaba en atmósfera de nitrógeno, la mayoría de los compuestos investigados
eran sensibles al contenido de humedad (es decir, sulfuro de dimetilo,
trisulfuro de dimetilo, formiato de 3-mercapto-3-metilbutilo, 2-furfuriltiol,
N-metilpirrol, 2 -metilbutanal, 3-metilbutanal, 2,3-butanodiona y
2,3-pentanodiona).
Los tioles como una de las clases más importantes de
odorantes se ven fuertemente afectados por la humedad del café tostado. En las
bebidas de café, el envejecimiento del café debido a las interacciones
tiol-matriz y la degradación oxidativa de los tioles está bien investigado [26,
123-128]. Sin embargo, estudios similares para los granos de café tostado y
café molido son escasos. La susceptibilidad del 2-furfuriltiol y el
2-metil-3-furanthiol a la oxidación se ha demostrado verificando su capacidad
antioxidante [129]. Las posibles vías de degradación de los tioles se resumen
en la figura 10.6. En los granos de café y el café molido, la movilidad de los
reactivos es limitada, pero la degradación oxidativa a través de los radicales
hidroxilo todavía es probable y, junto con el efecto plastificante, podría
ayudar a explicar su degradación más rápida en los cafés con mayor contenido de
humedad.
No se encontró una relación entre la desgasificación de los
granos de café y la pérdida de compuestos aromáticos. Aunque la desgasificación
fue más rápida en los granos de café con mayor contenido de agua, la tasa de
pérdida de la mayoría de los compuestos aromáticos fue similar. Se supone que
la eliminación del aroma junto con la desgasificación en los granos de café es
un efecto insignificante en comparación con la degradación oxidativa de los
odorantes.
10.3 Molienda de café tostado
Un subproyecto se ocupó de la influencia del contenido de
agua y su efecto plastificante en la molienda. Las partículas más gruesas
resultaron de la molienda del café con un mayor contenido de agua. Era necesario
un tiempo de descanso de varias horas para permitir una distribución uniforme
del agua dentro de los granos de café. Existe evidencia de que directamente
después del enfriamiento con agua, el agua se distribuye de manera muy
desigual, y por lo tanto hay áreas con un contenido de agua muy alto dentro de
los granos de café, lo que puede inducir cambios considerables en la estructura
de la pared celular local y su permeabilidad al dióxido de carbono.
Dado que hasta el 50% del dióxido de carbono atrapado se
libera durante la molienda fina [59], es probable que una gran cantidad de
odorantes volátiles se eliminen con el dióxido de carbono al mismo tiempo. Una
mayor recuperación de los odorizantes volátiles resultó de los métodos de
molienda en húmedo en comparación con la molienda en seco. Además, un café
tostado completamente desgasificado se molió con y sin agua. Al contrario de
los ensayos de molienda con café recién tostado, prácticamente no se observaron
diferencias significativas en las concentraciones de compuestos volátiles.
Estos resultados prueban que la mayor concentración de odorantes en el café
molido húmedo resulta del atrapamiento de odorantes que de otro modo se
eliminarían en la molienda en seco.
(154)
10.4 Tecnología de tostado y calidad del producto
Un problema general al formular medidas para mejorar la
calidad del café es que el concepto de calidad no se define fácilmente. La
calidad del café puede implicar facetas muy diferentes como el aroma, el sabor,
la textura, la sensación en la boca, la estabilidad al almacenamiento, la
ausencia de contaminantes biológicos y químicos, los beneficios para la salud,
pero también el empaque, la facilidad de preparación y la apariencia [9].
Además, las preferencias de olor y sabor pueden cambiar según la hora y el
lugar, lo que hace que una definición inequívoca de la calidad del café sea aún
más delicada. Los estudios que combinan la tecnología de tostado de café con
pruebas sensoriales son relativamente escasos [5, 65, 130].
De los resultados de la presente disertación, se pueden
sacar varias conclusiones con respecto a la calidad del café:
1. Las propiedades del café tostado dependen de las
condiciones de tiempo y temperatura aplicadas durante el tostado. Todos los
cambios en las condiciones de tiempo y temperatura, p. La aceleración del
proceso de tostado da como resultado diferentes propiedades físicas y perfil de
aroma.
2. El aroma del café es complejo, y la calidad del aroma es
más una cuestión de equilibrio que de la simple cantidad de olores solamente.
Por lo tanto, mejorar el proceso de tostado con el objetivo único de aumentar
el rendimiento de los olores no necesariamente conduce a una mejor calidad del
aroma del café.
3. Las variaciones en la materia prima (por ejemplo,
composición de la mezcla, humedad del café crudo) influyen en el proceso de
tostado y, por lo tanto, deben considerarse para obtener una calidad constante
del producto.
4. La vida útil del café disminuye con un alto contenido de
humedad. Este es particularmente el caso si el café tostado y molido se envasa
en atmósfera protectora. Por lo tanto, el enfriamiento del café al final del
proceso de tostado no debe inducir un aumento del contenido de humedad.
(155)
10.5 Perspectivas
El café es un producto muy complejo, y para una comprensión
más profunda, se necesita mucha investigación integradora para fusionar los
conocimientos individuales con una imagen general de tostado de café. Los
compuestos con el mayor impacto en el aroma del café son conocidos, y su
formación durante el tostado y el destino durante el almacenamiento se
investigan en cierta medida. Además, algunos compuestos de sabor clave en el
café fueron identificados recientemente [131, 132]. Sin embargo, el
conocimiento sobre los compuestos del sabor del café aún es fragmentario.
Además, la comprensión de las interacciones de los compuestos de sabor en la
percepción sensorial es muy limitada. Para estimar la importancia sensorial de
las diferencias de concentración en los compuestos de sabor causadas por el
proceso de tostado, se necesitan más estudios. Los enfoques analíticos no
dirigidos son herramientas prometedoras para el establecimiento de
correlaciones entre los compuestos de sabor a café y las impresiones sensoriales
[133]. La combinación del conocimiento sobre el impacto del tostado en la
generación de compuestos de sabor con datos sobre relevancia sensorial ayudará
a adaptar las condiciones óptimas de tostado necesarias para la producción de
un café deseado. Para ampliar el conocimiento sobre los compuestos precursores,
se necesitan reacciones modelo en un entorno similar al grano de café. La
elucidación de las vías de reacción dentro de los granos de café mediante el
uso de compuestos precursores marcados con isótopos estables, junto con las
investigaciones sobre la influencia de la matriz del café en las condiciones de
reacción, conducirá a una mejor previsibilidad del proceso de tostado.
El secado del café se acelera por un alto contenido de
humedad. El efecto plastificante de un mayor contenido de humedad conduce a una
mayor movilidad de reactivos, que se supone que es la razón principal de la
degradación más rápida de los compuestos aromáticos. Sin embargo, los
mecanismos de reacción no se conocen en detalle. Las vías de degradación pueden
aclararse mediante reacciones modelo en una matriz de café simulada en
diferentes actividades del agua.
El impacto de las condiciones de tostado en la estructura y
las propiedades básicas, como el volumen, la densidad, la desorción de dióxido
de carbono y la eliminación de la grasa se demostró en estudios anteriores [5,
6]. Sería interesante saber si estas diferencias estructurales inducen cambios
en la estabilidad del aroma del café tostado.



Comentarios
Publicar un comentario
Puede enviar el comentario a metilxantin@gmail.com y con gusto se lo publicamos